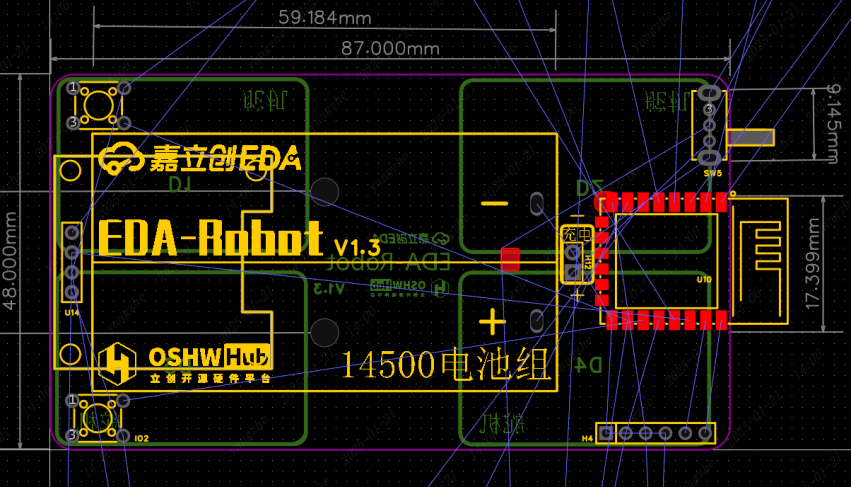
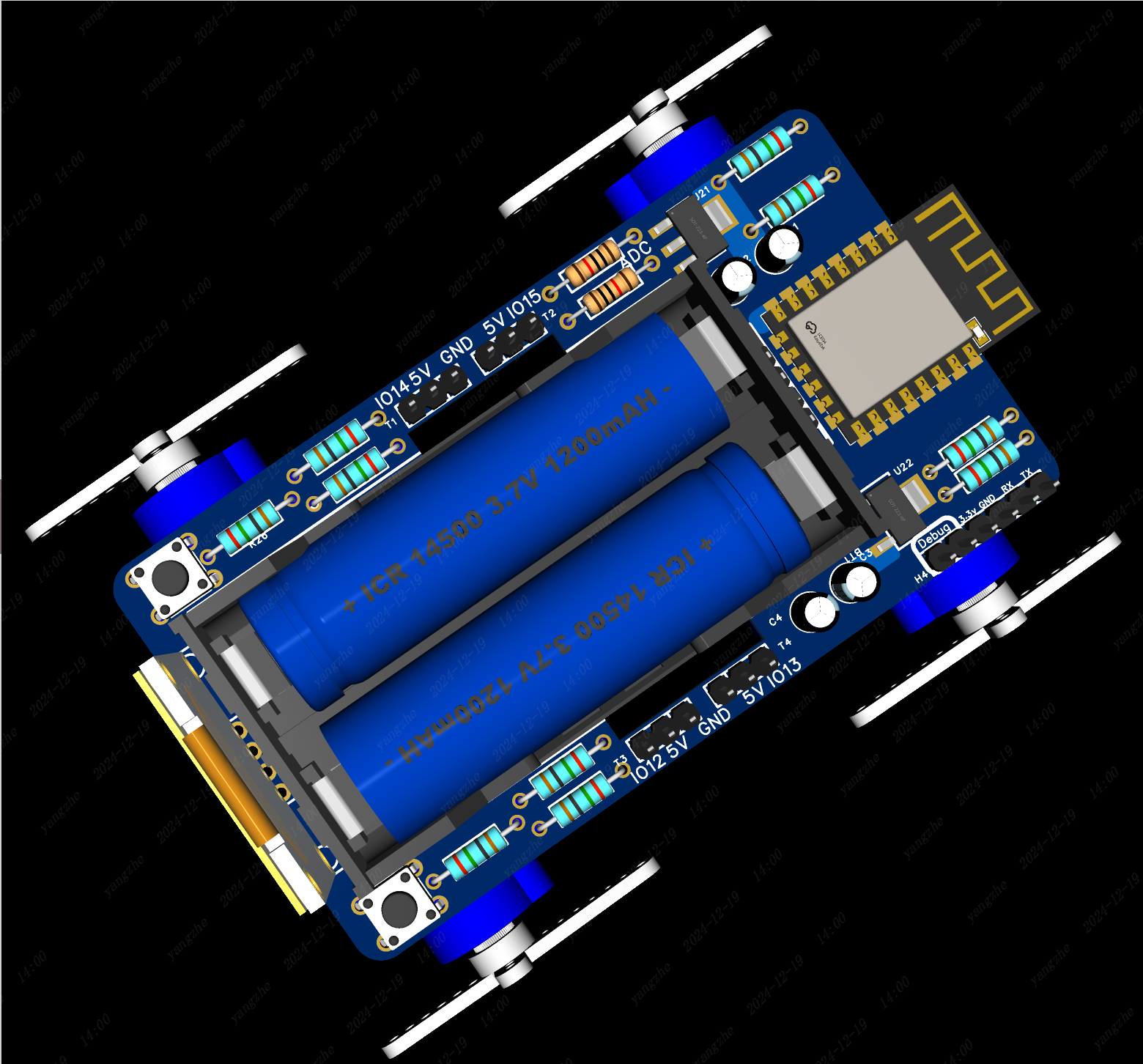
外观
2.1 电路图原理分析
该项目在硬件设计中涉及的主要电路模块包括:
(1) 主控电路:作为项目的核心控制单元,负责处理按键输入、驱动显示屏,并通过内置Wi-Fi模块实现网络连接,用于获取实时信息和远程更新数据。
(2) 舵机电路:作为项目的运动部分,负责控制舵机,确保电机正常驱动。
(3) 电源电路:为整个电路系统提供稳定的电源输出,确保所有模块在合适的电压下稳定运行。
该项目的硬件部分设计较为简单,主要通过软硬件结合实现信息显示与运动交互控制。
2.2.1 主控电路
(1)ESP8266模组外部电路
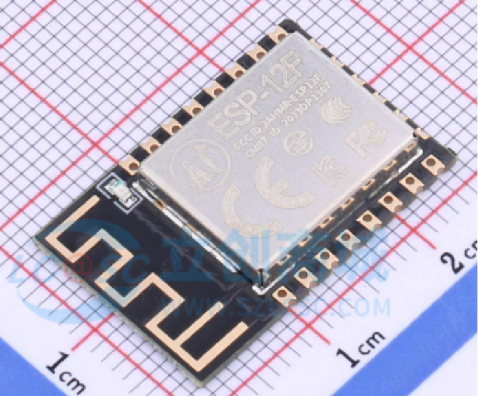 项目采用了乐鑫科技的ESP8266芯片模组作为主控。ESP8266芯片以其高集成度、优异的RF性能和低功耗著称,集成了完整的Wi-Fi功能,非常适合用于物联网应用的开发。其内置的Tensilica L106 32位RISC处理器,最高工作频率可达160 MHz,支持实时操作系统(RTOS)和Wi-Fi协议栈,使其在处理数据传输及任务管理时具备极强的灵活性和高效性。
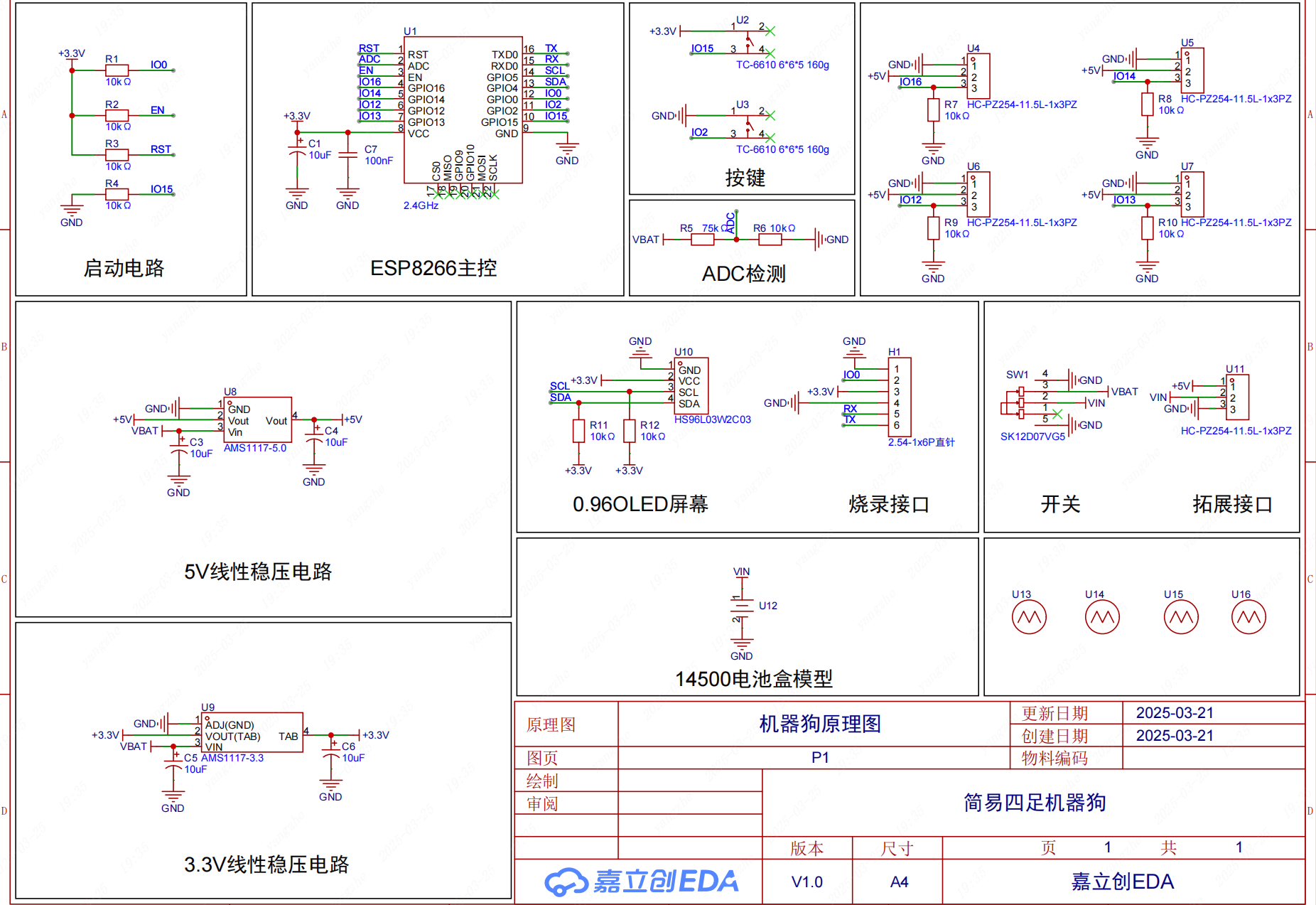
项目采用了乐鑫科技的ESP8266芯片模组作为主控。ESP8266芯片以其高集成度、优异的RF性能和低功耗著称,集成了完整的Wi-Fi功能,非常适合用于物联网应用的开发。其内置的Tensilica L106 32位RISC处理器,最高工作频率可达160 MHz,支持实时操作系统(RTOS)和Wi-Fi协议栈,使其在处理数据传输及任务管理时具备极强的灵活性和高效性。  该模组的电路设计遵循官方推荐的设计规范。在GPIO0、GPIO2、RST、EN等引脚上拉10K电阻,以确保这些引脚在芯片启动时保持高电平,从而确保芯片能够正常工作。GPIO15引脚在SDK中定义为CS片选引脚,同时参考模式启动要求则通过10K下拉电阻保持低电平。由于项目空间有限,并且使用了LDO稳压器,我们简化了电路设计,去除了部分外围电容(如10uF和100nF电容),但这些修改并不影响模组的正常运行(规范而言最好加上,起到滤波作用)。通过参考ESP8266的数据手册和官方的应用设计图,在嘉立创EDA中我们设计的电路最终如下图所示:
该模组的电路设计遵循官方推荐的设计规范。在GPIO0、GPIO2、RST、EN等引脚上拉10K电阻,以确保这些引脚在芯片启动时保持高电平,从而确保芯片能够正常工作。GPIO15引脚在SDK中定义为CS片选引脚,同时参考模式启动要求则通过10K下拉电阻保持低电平。由于项目空间有限,并且使用了LDO稳压器,我们简化了电路设计,去除了部分外围电容(如10uF和100nF电容),但这些修改并不影响模组的正常运行(规范而言最好加上,起到滤波作用)。通过参考ESP8266的数据手册和官方的应用设计图,在嘉立创EDA中我们设计的电路最终如下图所示: 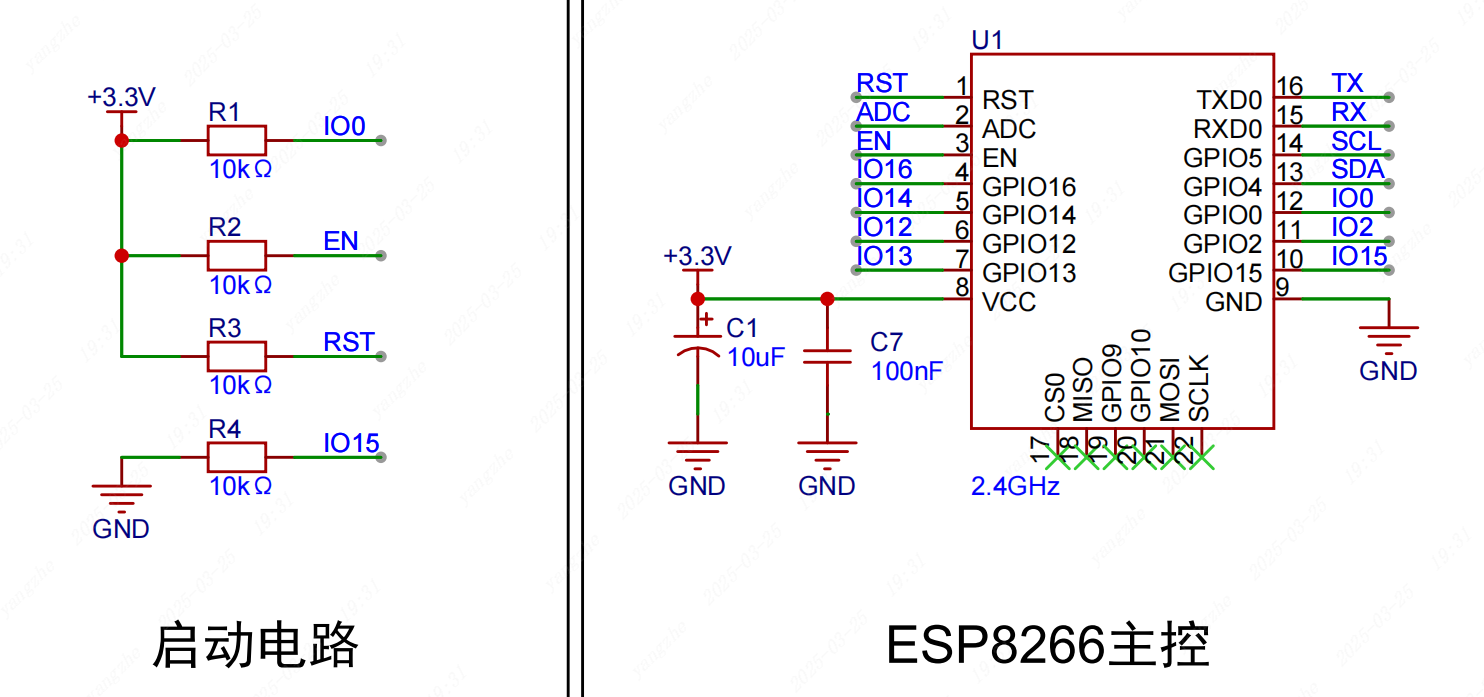
(2)硬件IIC通信
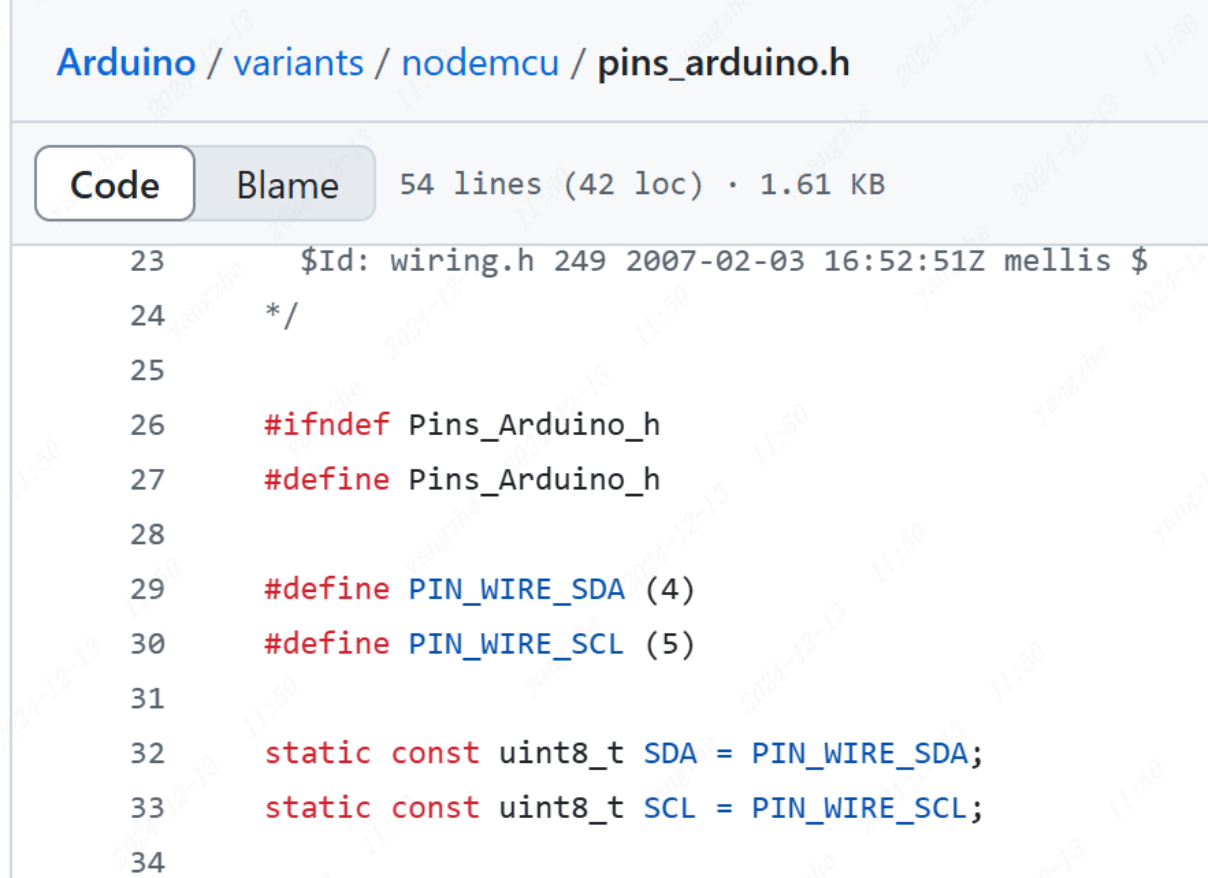
另外,在ESP8266的库函数定义中我们可以知道SDK定义的IIC引脚分别为GPIO4-SDA、GPIO5-SCL为了方便调试,我们选用SDK提供的IIC为屏幕通信,当然你可以自定义,不影响。
(3)模式切换电路
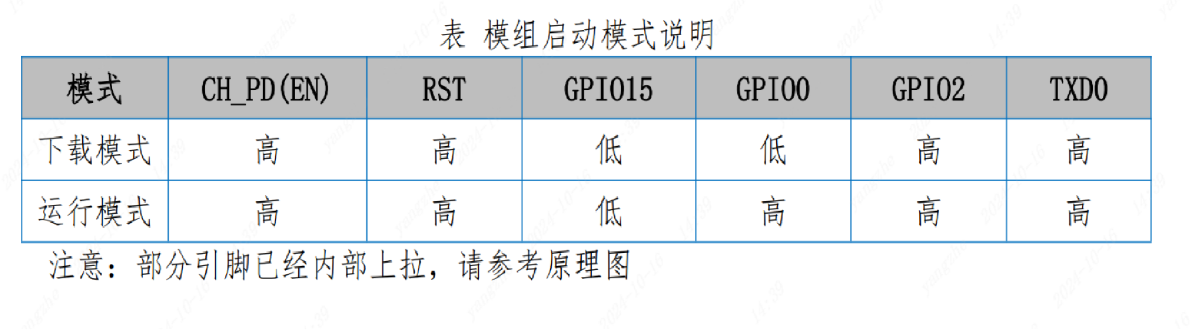 ESP8266的启动模式包括运行模式和下载模式,为确保能够顺利烧录固件并调试程序,电路设计中引出了TX、RX、GND和3.3V引脚作为串口通信接口,同时增加了IO0和GND引脚用于进入下载模式的跳线设计。用户可以通过简单的跳线操作快速切换工作模式,从而实现程序烧录与正常运行。在嘉立创EDA中我们设计的电路最终如下图所示:
ESP8266的启动模式包括运行模式和下载模式,为确保能够顺利烧录固件并调试程序,电路设计中引出了TX、RX、GND和3.3V引脚作为串口通信接口,同时增加了IO0和GND引脚用于进入下载模式的跳线设计。用户可以通过简单的跳线操作快速切换工作模式,从而实现程序烧录与正常运行。在嘉立创EDA中我们设计的电路最终如下图所示: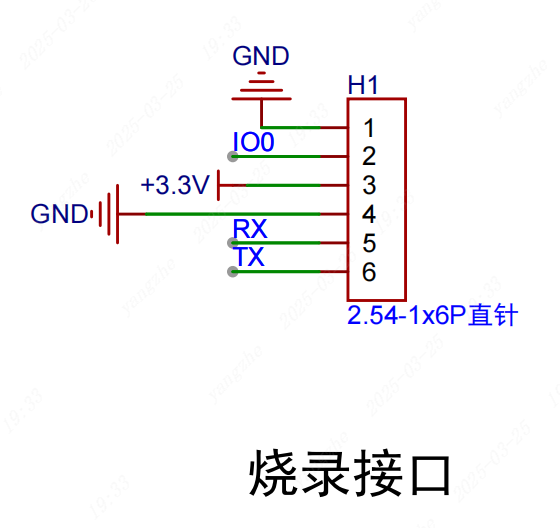 至此,我们的主控电路就基本设计完成
至此,我们的主控电路就基本设计完成
2.2.2 交互电路
(1)IIC屏幕显示电路
该项目的显示屏采用了OLED屏幕模组,该模组本身已经集成了驱动电路,因此不需要额外设计复杂的外围电路。 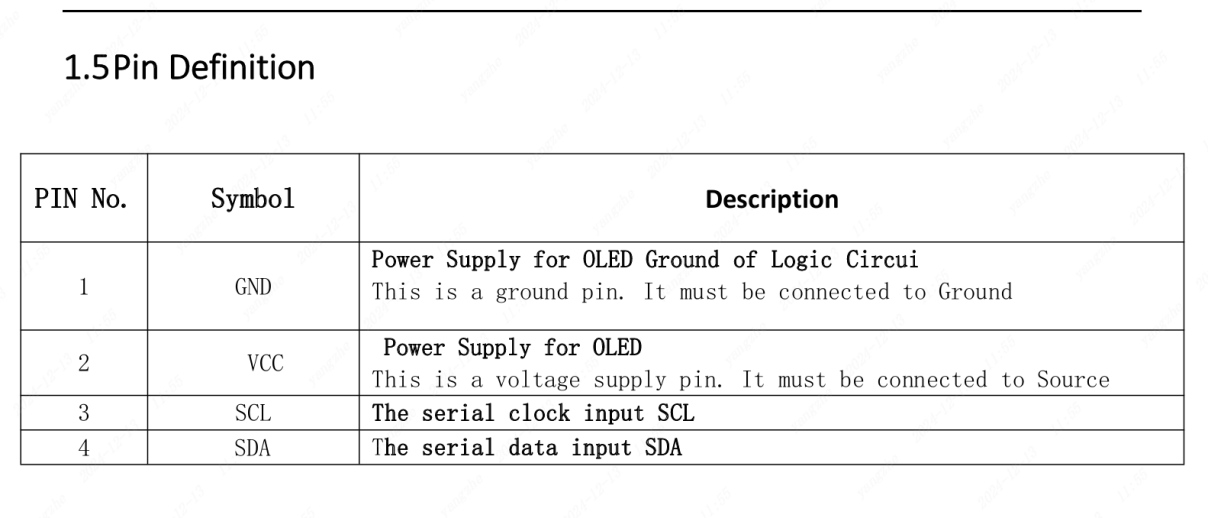
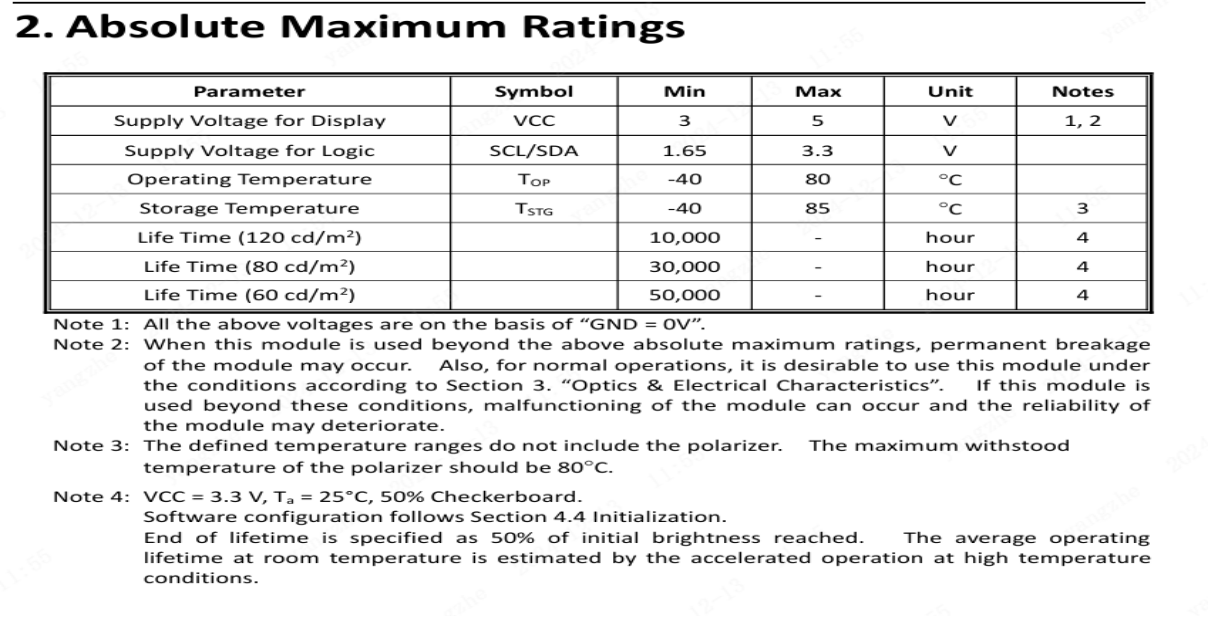 通过直接将屏幕模组与主控模块的IIC接口相连,即可完成图像和信息的显示。我们通过查阅屏幕模组的技术规格,确认了引脚排列、接口类型以及屏幕的功耗需求,确保其与主控电路的匹配性。在电路设计中,屏幕模组的连接端口采用标准插座接口,简化了电路设计并提高了可维护性和模块化程度。在嘉立创EDA中我们设计的电路最终如下图所示:
通过直接将屏幕模组与主控模块的IIC接口相连,即可完成图像和信息的显示。我们通过查阅屏幕模组的技术规格,确认了引脚排列、接口类型以及屏幕的功耗需求,确保其与主控电路的匹配性。在电路设计中,屏幕模组的连接端口采用标准插座接口,简化了电路设计并提高了可维护性和模块化程度。在嘉立创EDA中我们设计的电路最终如下图所示: 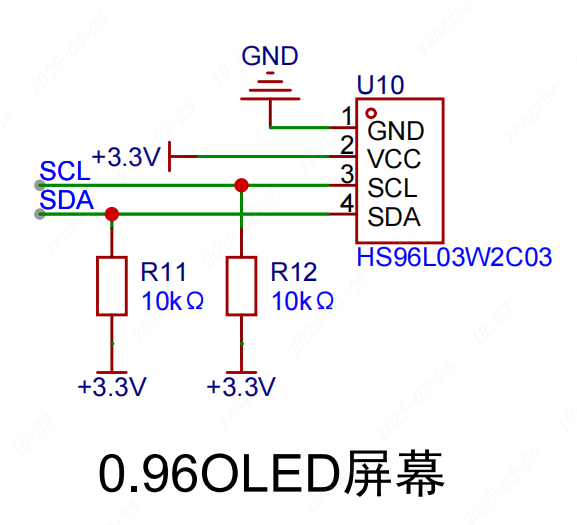
(2)舵机驱动电路
在本项目中为了使用易焊接的插件器件并确保体积较小,所以没有在舵机的PWM信号引脚接下拉电阻等信号优化措施,建议可以增加下拉电阻,确保电机停转和起始状态稳定,在后续的软件调试中也会更方便。 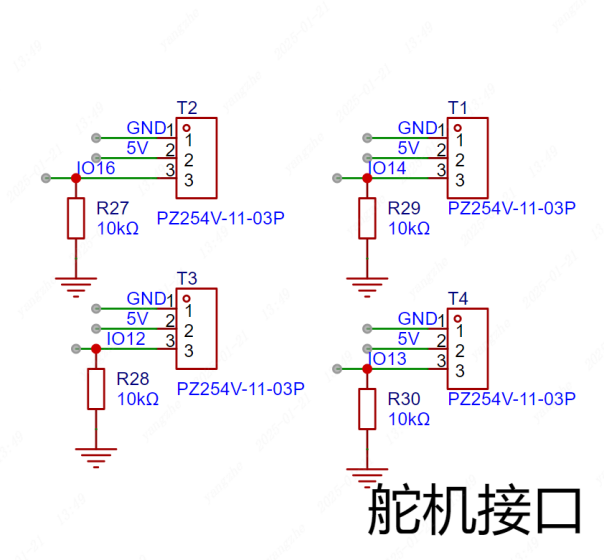
(3)按键电路
按键部分因为接口有限选择的是GPIO15和GPIO2接口,由于ESP12F在开机时GPIO15必须下拉,并接有下拉电阻,所以这里开关选择接入3.3V,当GPIO15输入高电平时触发开关。GPIO2为正常接入GND。 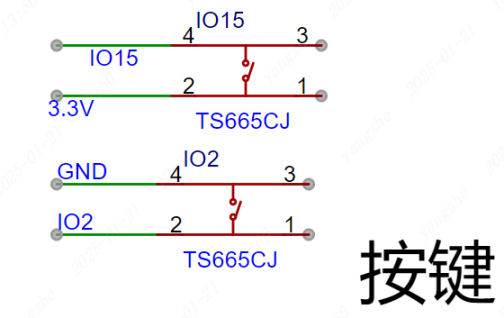
(3)ADC电量检测电路
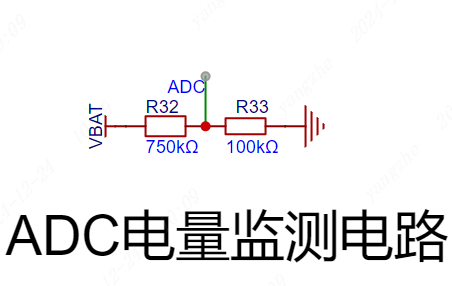 修改分压器适配8.4V到1V 现在需要适配新的输入电压范围(最大8.4V)到ESP8266的1.0VADC输入。分压比计算如下:
修改分压器适配8.4V到1V 现在需要适配新的输入电压范围(最大8.4V)到ESP8266的1.0VADC输入。分压比计算如下:
根据分压公式:
假设保持100k,计算:
$R_1 + 100k = \frac{100k}{0.119} \approx 840k $
对于,输出电压:
对于电压较低时(如4.2V),输出电压为:
分压电路成功将8.4V的输入电压压缩到0-1V范围内。
2.2.3 电源电路
(1)舵机电源供电电路
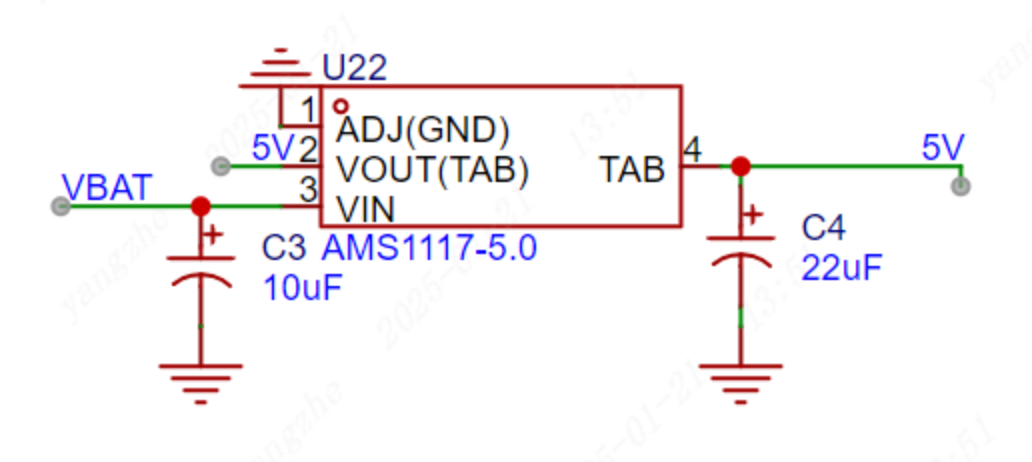
依照舵机的数据手册,我们可以知道SG90舵机的驱动电压是4.8-6V,当然,在测试中其实3.3V也能驱动舵机,但是低电压驱动会导致舵机扭矩不足,动力较差,甚至用手轻挡就会让电机停止转动,由于我们的EDA-Robot是需要背负2节14500电池,需要承载相应的重量,所以这里我们选择使用5V驱动 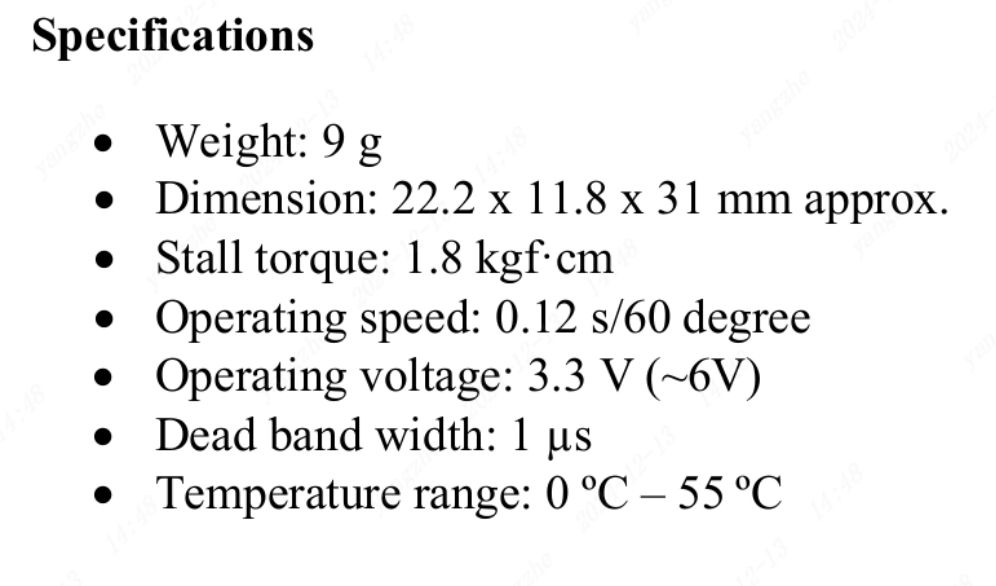 既然选择5V驱动,所以我们选择了AMS1117-5V固定输出LDO,我们只要确保输入LDO的电压在5-18V即可
既然选择5V驱动,所以我们选择了AMS1117-5V固定输出LDO,我们只要确保输入LDO的电压在5-18V即可 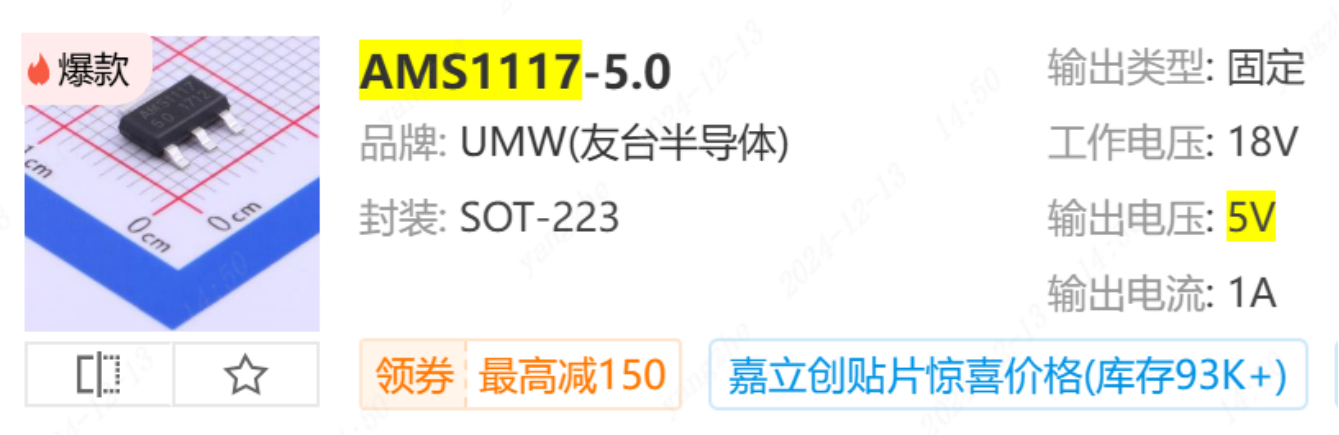
(2)电池选择
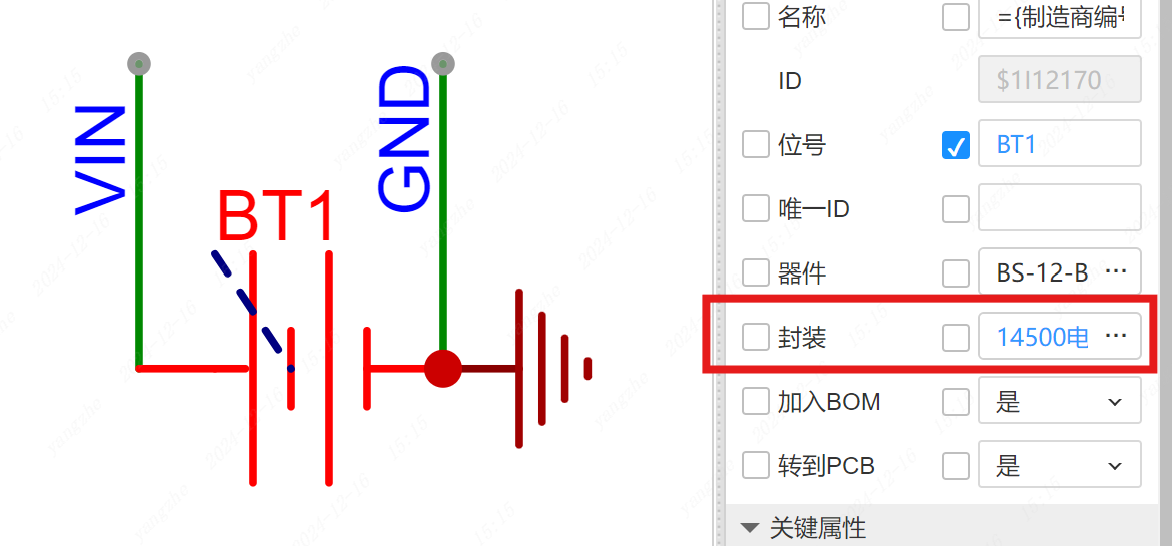
前面我们选择了AMS1117-5V版本,所以我们要确保输入电压5-18V,为了简化电路,缩小体积,提升安全性,这里我们选取14500钢壳锂电池。单节电池范围在4.2-2.75V,那么由串联分压可知我们可以串联2节14500电池,这样电池范围就在5.5-8.4V,在AMS1117-5V输入范围内,这样既能得到高容量,又能省去升压电路,极为方便。 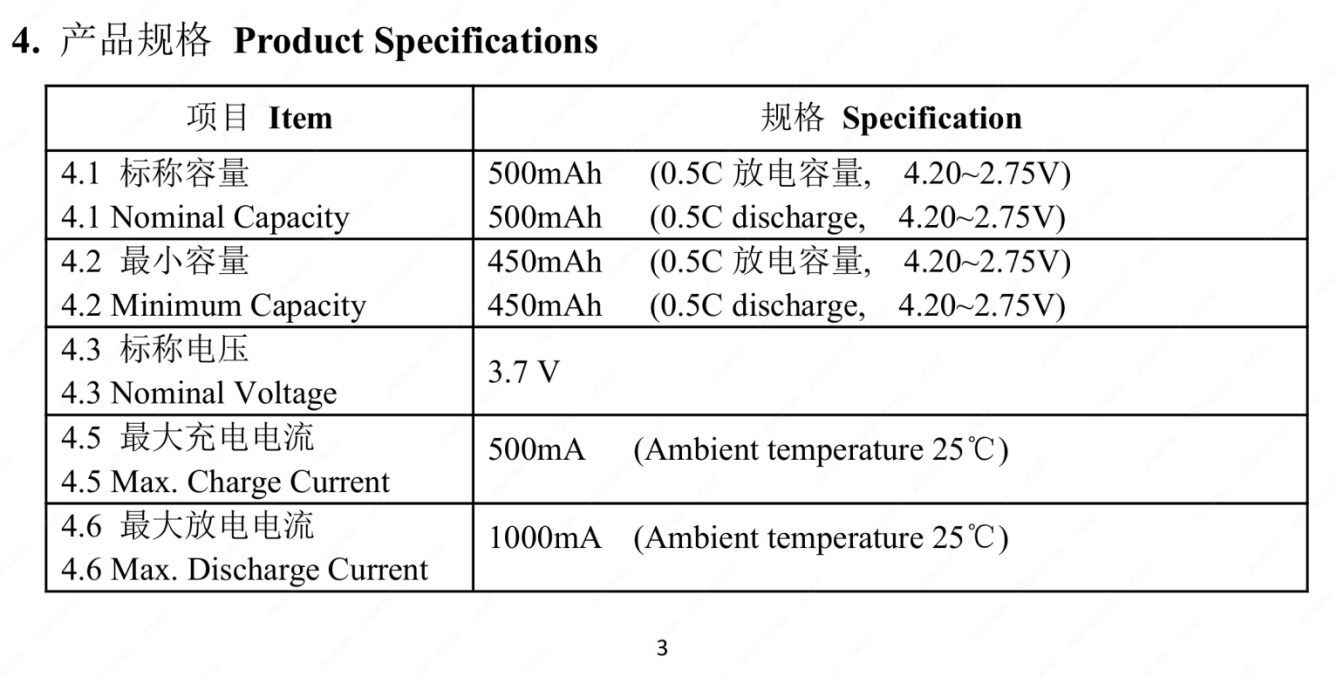 由于商城没有14500电池,所以这里我们使用在线公开库的14500电池,当然你也可以自己设计一个符号和封装。
由于商城没有14500电池,所以这里我们使用在线公开库的14500电池,当然你也可以自己设计一个符号和封装。 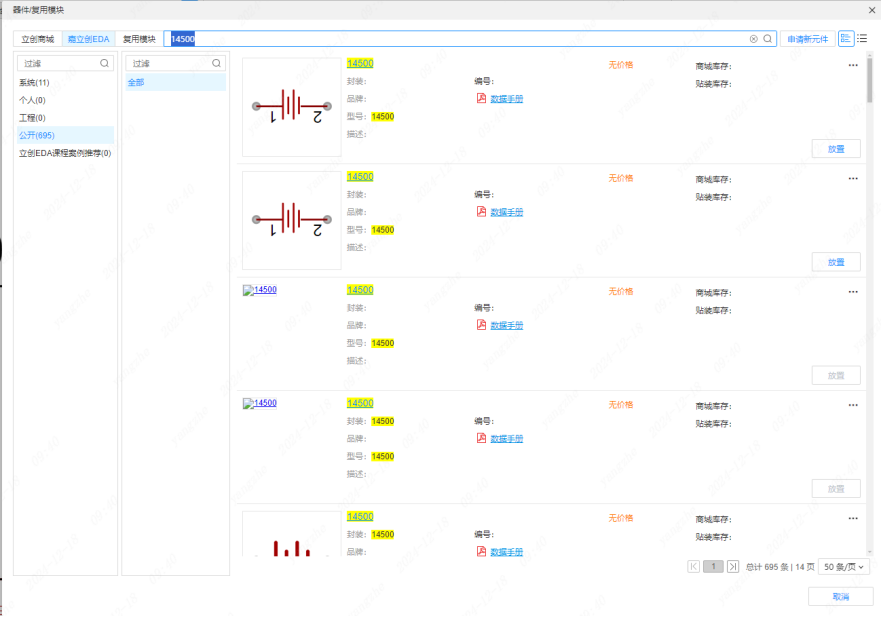
(3)主控电源供电电路
由esp8266的数据手册可知,主控工作电压在3.3V,那么我们选择AMS1117-3.3V固定输出LDO就可以了 
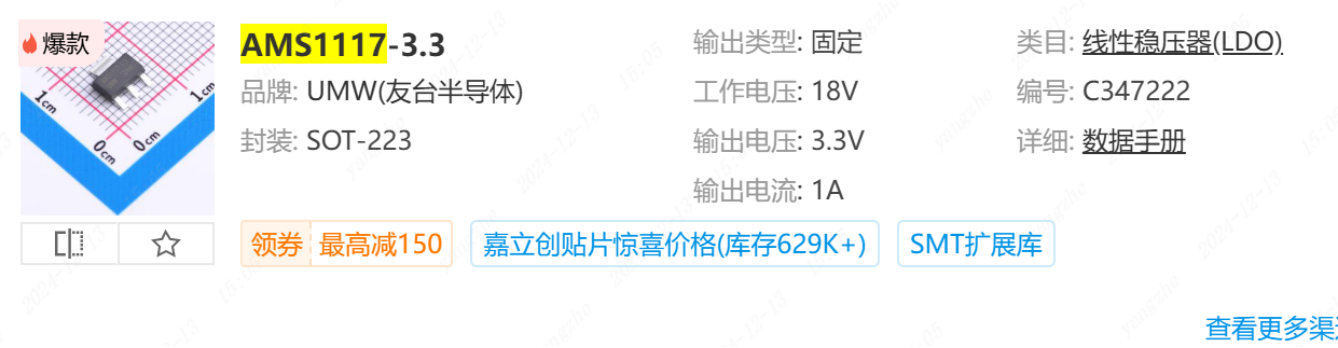 这里我们选择了AMS1117-3.3V,支持3.3V-18V输出,在ESP8266的数据手册中要求供电电流要高于500mA,为了确保电流足够,我们直接从14500取电,确保舵机和主控的供电互不干涉。
这里我们选择了AMS1117-3.3V,支持3.3V-18V输出,在ESP8266的数据手册中要求供电电流要高于500mA,为了确保电流足够,我们直接从14500取电,确保舵机和主控的供电互不干涉。 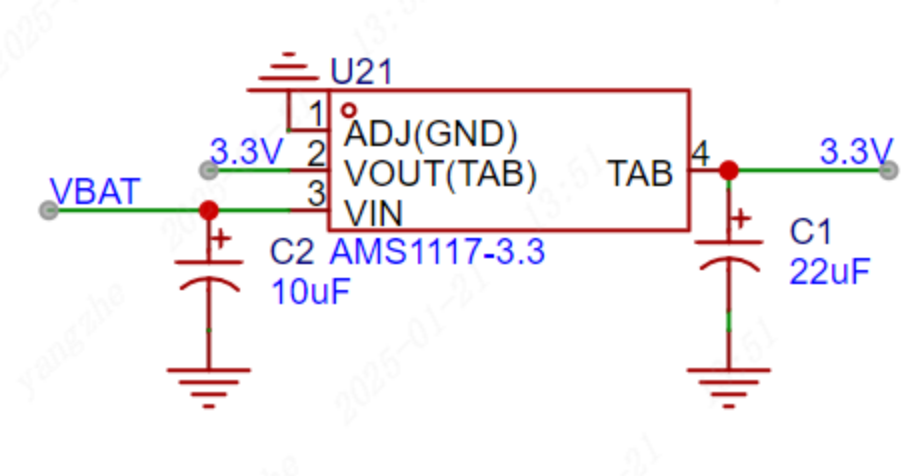
3.1 原理图与PCB设计
在了解完机器狗的硬件电路原理后接下来进行原理图与PCB设计环节,原理图设计部分包含了元器件选型、元器件搜索以及原理图整理的内容;PCB设计部分包含边框设计、元器件分类布局、PCB走线与设计检查、PCB生产与打样等内容。
3.1.1 原理图设计
(1)工程创建
打开嘉立创EDA专业版软件(https://pro.lceda.cn/editor ),登录账号后选择创建工程, 输入工程名称:EDA-Robot机器狗,系统会自动创建一个工程项目,接下来就在该项目中完成EDA-Robot机器狗的原理图与PCB、3D外壳与面板设计的内容。  创建好工程后打开左侧工程列表中的Schematic1图页,在右侧画布区域放置元器件进行连接,底下的PCB1是用来绘制PCB图的页面,设计流程是先完成原理图的设计后再到PCB设计。
创建好工程后打开左侧工程列表中的Schematic1图页,在右侧画布区域放置元器件进行连接,底下的PCB1是用来绘制PCB图的页面,设计流程是先完成原理图的设计后再到PCB设计。 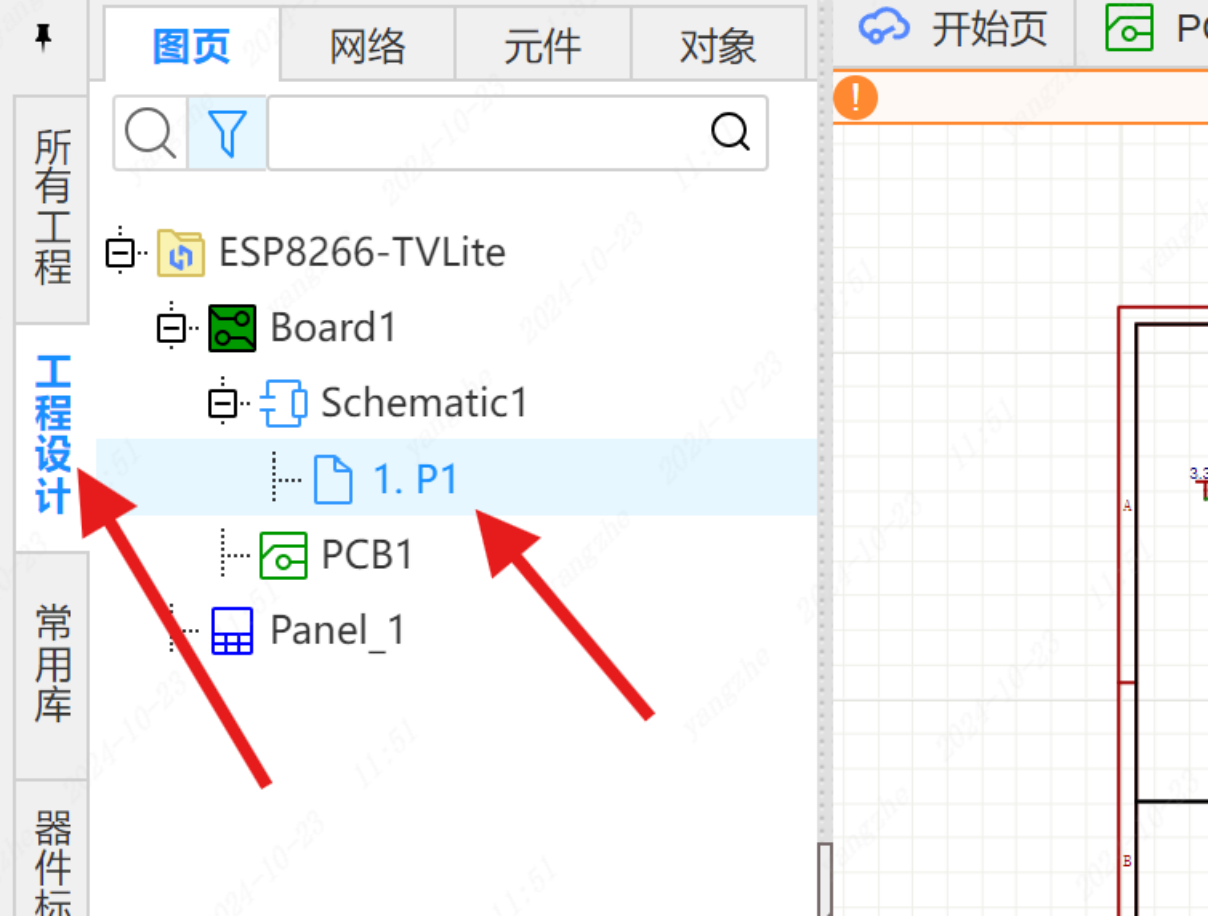
(2)元器件搜索
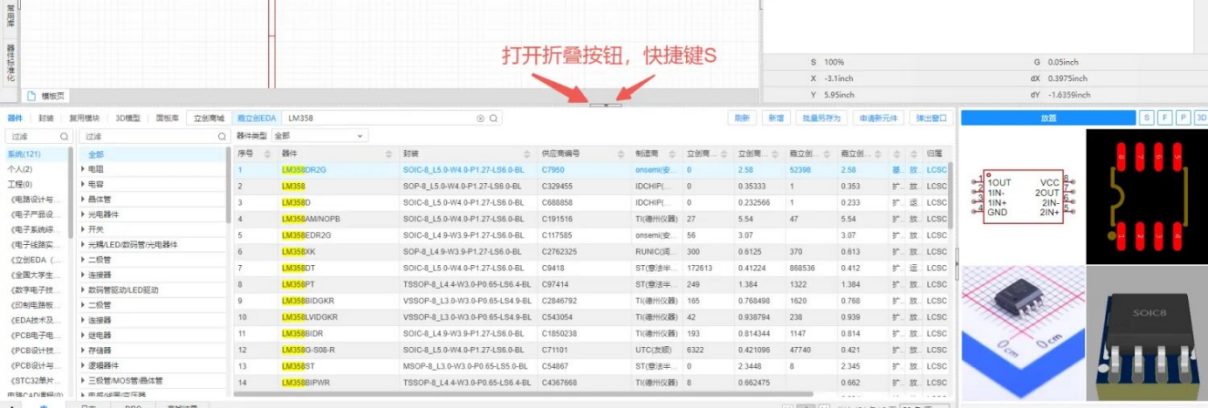
元器件搜索的方式有三种途径,第一种可以在左侧的常用库中找到官方提供的参考库进行放置,优点是比较方便,缺点是库种类较少;第二种方式是通过顶部菜单栏中的放置按钮选项,可以看到器件实物图与参考价格、数据手册等信息;第三种方式是在软件底部面板中搜索放置器件,这种方式的好处是可以看到所选器件的符号、封装与3D模型效果图。 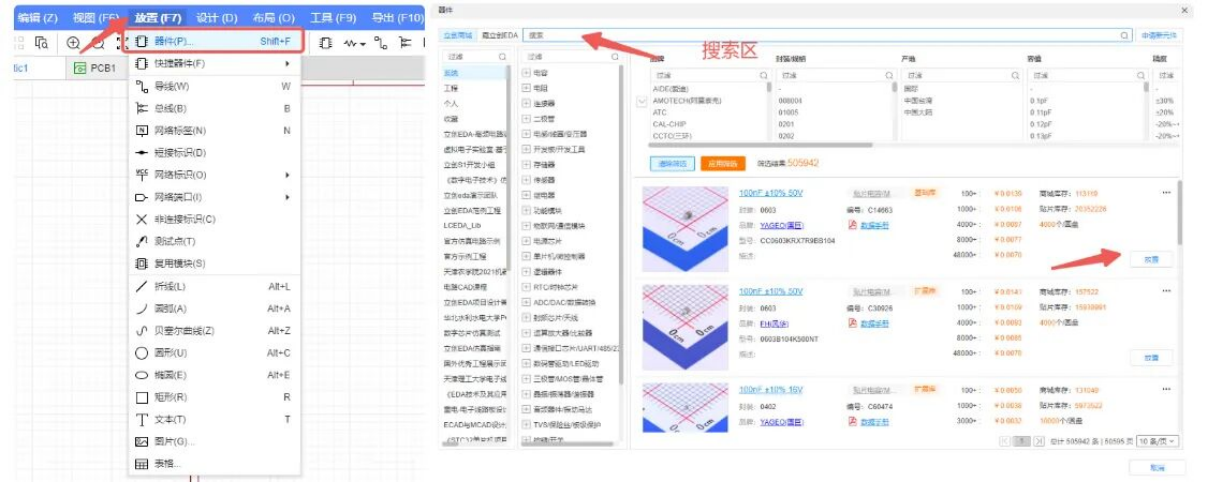
(3)元器件放置
为了方便初学者学习,该项目提供了完成电路图中所需的元器件清单,可以直接根据器件清单中提供的器件编号及备注信息进行元器件的搜索和放置。以底部面板搜索器件为例,在原理图工作区打开底部库面板,选择器件类目,在搜索栏中输入器件编号,进行搜索找到对应元器件点击放置在画布中即可。里面的M3铜柱在EDA左侧常用库的最后一项可以找到并放置。  EDA-Robot项目物料清单
EDA-Robot项目物料清单
| 序号 | 器件名称 | 参数 | 立创编号(优先选) | 备选料编号 | 数量 | 单价 | 起购数 | 总价 | 备注 |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 直插电阻 | 10K | C410695 | C119347 | 9 | 0.05966 | 50 | 2.98 | |
| 2 | 直插电容 | 10uf | C43351 | C503219 | 4 | 0.0819 | 50 | 4.1 | |
| 3 | 独石电容 | 100nf | C5632430 | C263184 | 1 | 0.1881 | 10 | 1.88 | |
| 4 | 主控芯片 | ESP-12F | C82891 | 无 | 1 | 14.7 | 1 | 14.7 | |
| 5 | 轻触按键 | 6*6 | C7528706 | C7528712 | 2 | 0.11951 | 10 | 1.2 | |
| 6 | 直插电阻 | 75K | C410583 | 电商平台 | 1 | 0.0613 | 50 | 3.07 | |
| 7 | 排针 | 1*3Pin | C27985188 | C42431836 | 5 | 0.0546 | 50 | 2.73 | 可不买,使用6P掰开就行 |
| 8 | 降压芯片 | 3.3V | C347222 | C6186 | 1 | 0.259 | 5 | 1.3 | |
| 9 | 降压芯片 | 5.0V | C5345984 | C6068482 | 1 | 0.22509 | 10 | 2.25 | |
| 10 | OLED屏幕 | HS96L03W2C03 | C5248080 | 电商平台 | 1 | 13.14 | 1 | 13.14 | |
| 11 | 排针 | 1*6Pin | C37208 | C5156615 | 1 | 0.190475 | 20 | 3.81 | |
| 12 | 开关 | SK12D07VG5 | C431548 | C3020419 | 1 | 0.135375 | 20 | 2.71 | |
| 13 | 电池盒 | 5号2节 | 电商平台 | 无 | 1 | 无 | 无 | 无 | 除了电池盒、还有电池 |
| 14 | 舵机 | SG90-180° | 电商平台 | 无 | 1 | 无 | 无 | 无 |
(4)原理图整理
3.2 PCB设计
3.2.1封装管理
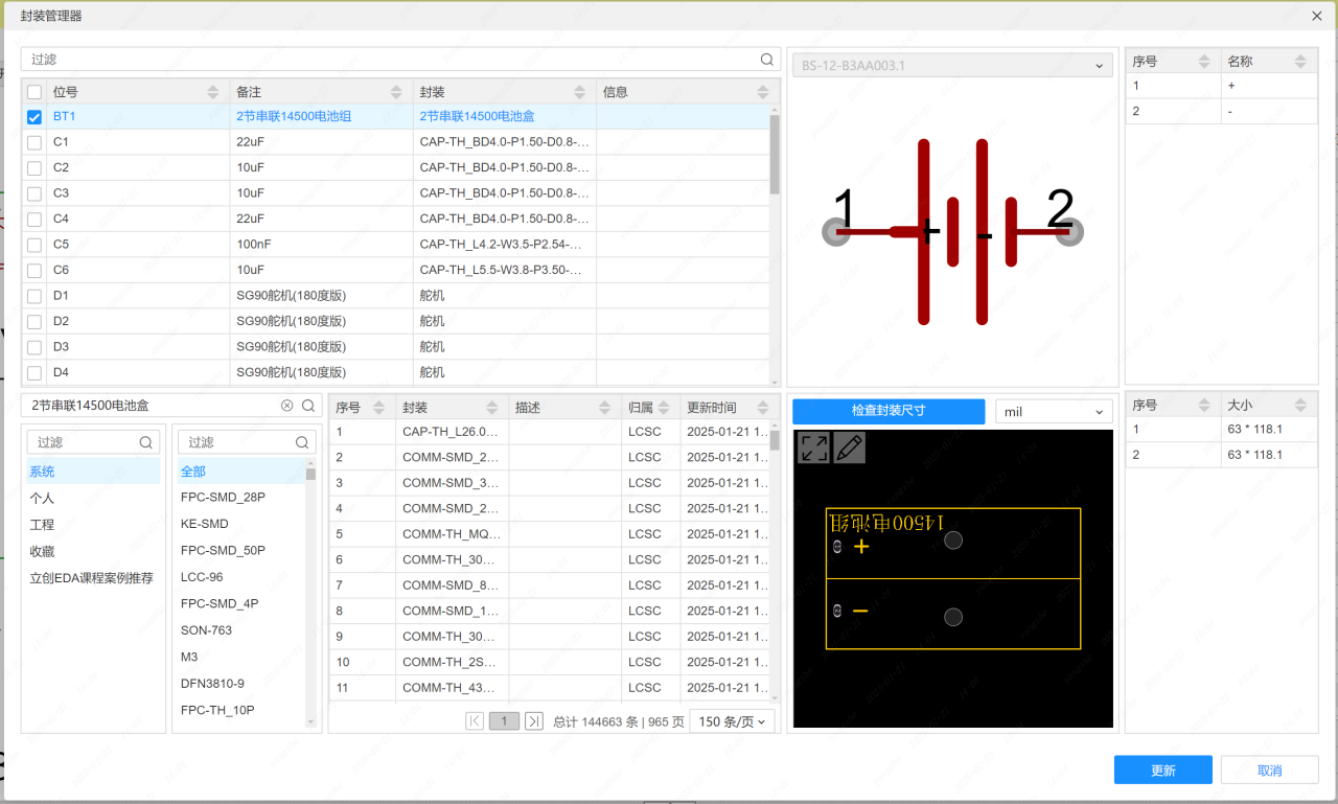
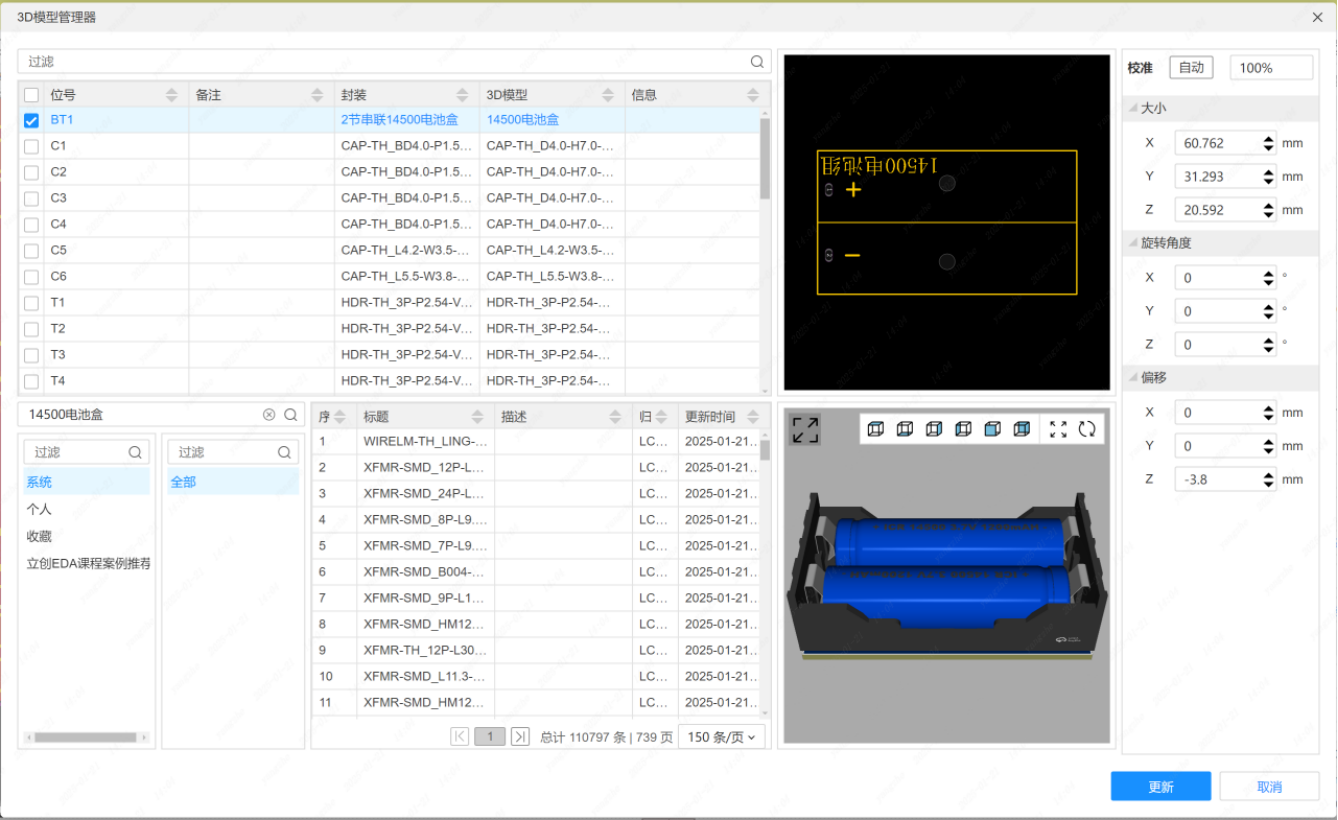
在开始PCB设计之前,将14500电池的第三方符号封装替换成14500电池盒封装,选中LED,在右侧点击封装选项。搜索14500电池盒*2,选择这种只有2P接口的串联14500电池盒即可。
3.2.2电路模块分类
将原理图生成PCB后接下来进行元器件的布局与走线,刚转到PCB画布时元器件摆布是比较杂乱的,首先要做的是将元器件按电路功能进行分类,分类的方式是先在原理图页面对各个电路模块进行单独框选,然后选择“设计”菜单栏下的“布局传递”功能,传送到PCB将对应的元器件提取出来重新摆放,这一步是分类的关键。 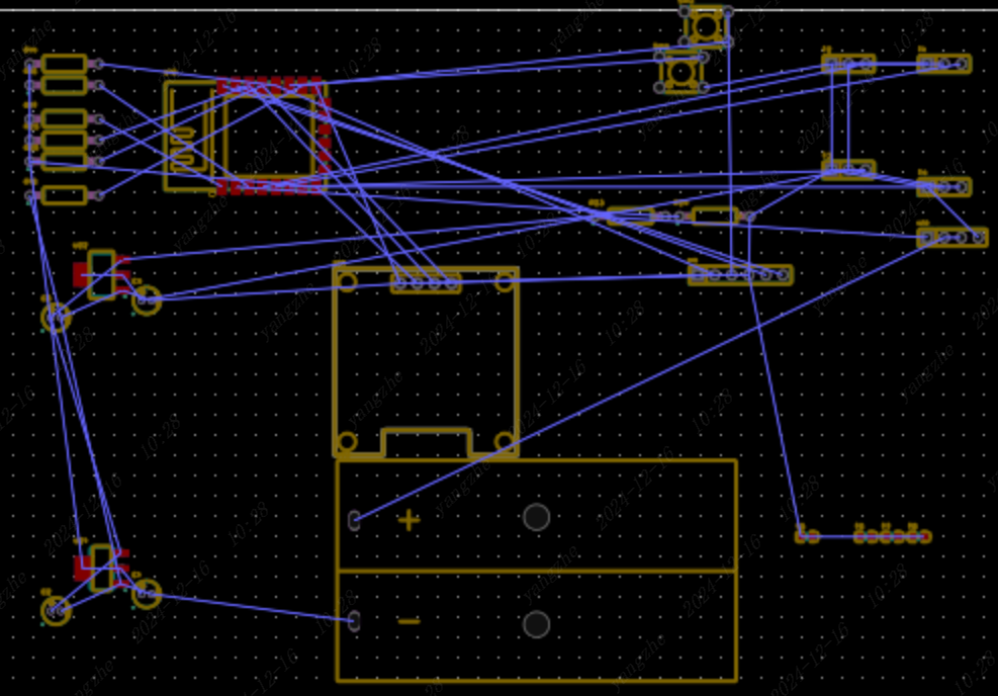
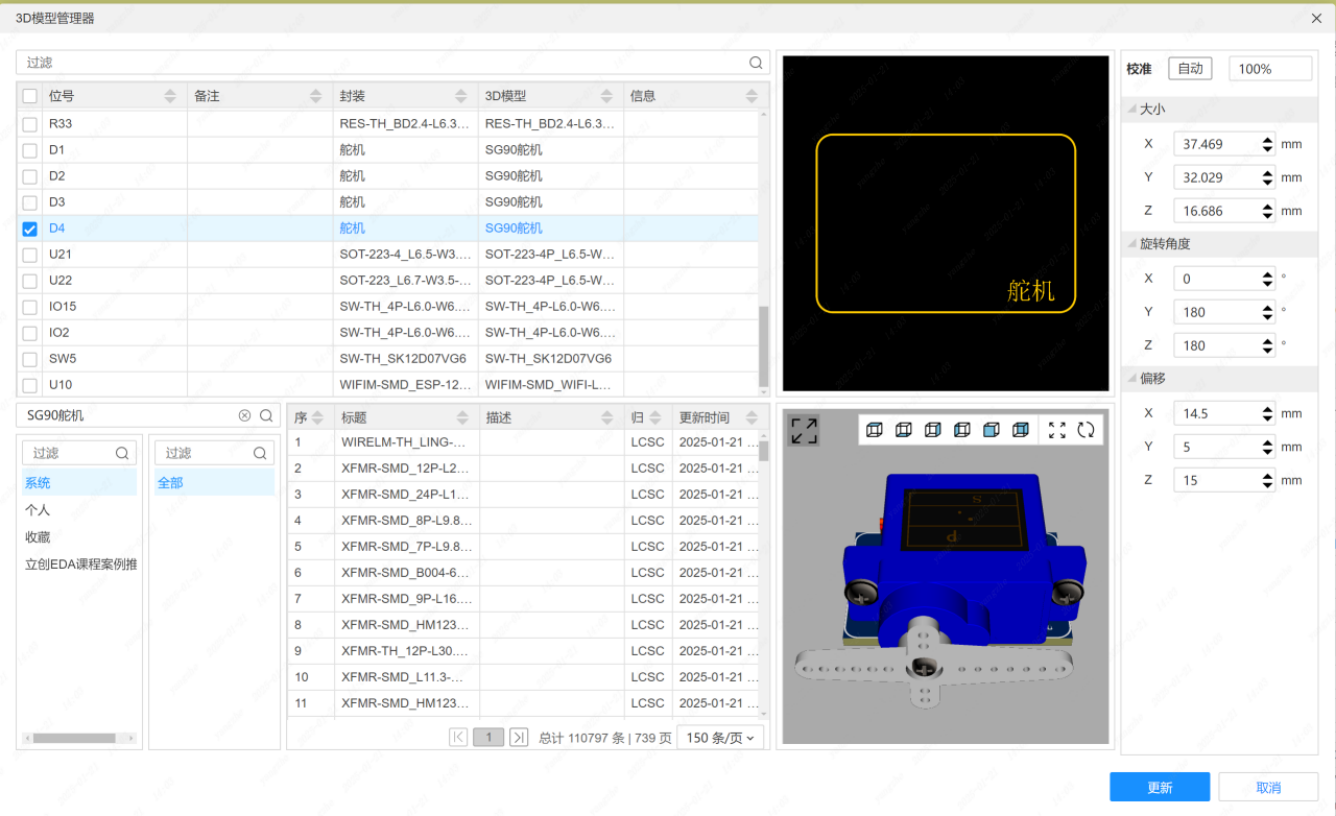
3.2.3封装3D模型设置
在本项目中,绘制了几个图标和封装充当舵机模型,用于方便预览。模型库选择的SG90,即可找到舵机模型,选择并调整模型位置参数即可。 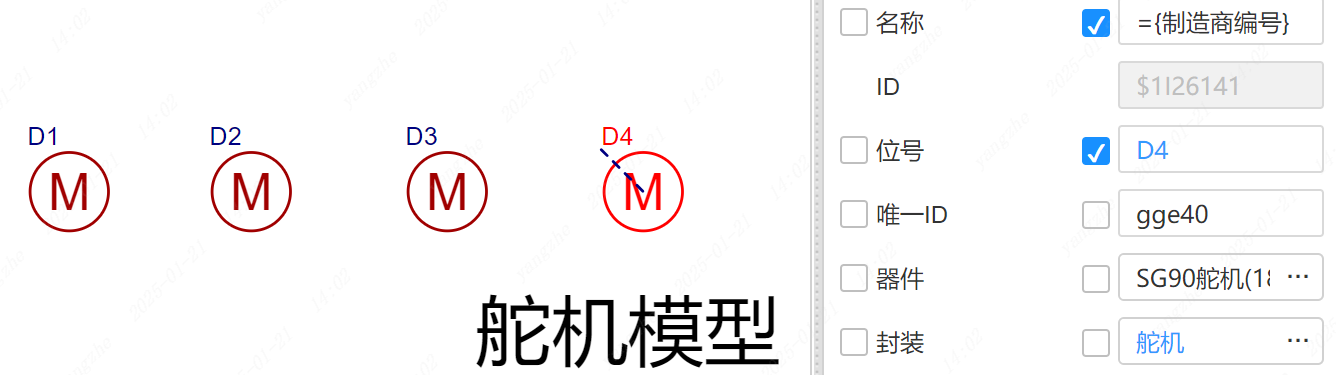
3.2.4边框设置
嘉立创可供免费PCB打样的尺寸是10cm10cm,结合该项目情况我们设为了48mm x 87mm,在放置菜单栏中选择放置-板框,在PCB画布中任意放置一个矩形,点击矩形框,在右侧属性栏中将尺寸改为4887mm,圆角尺寸设为3mm。
(3)PCB布局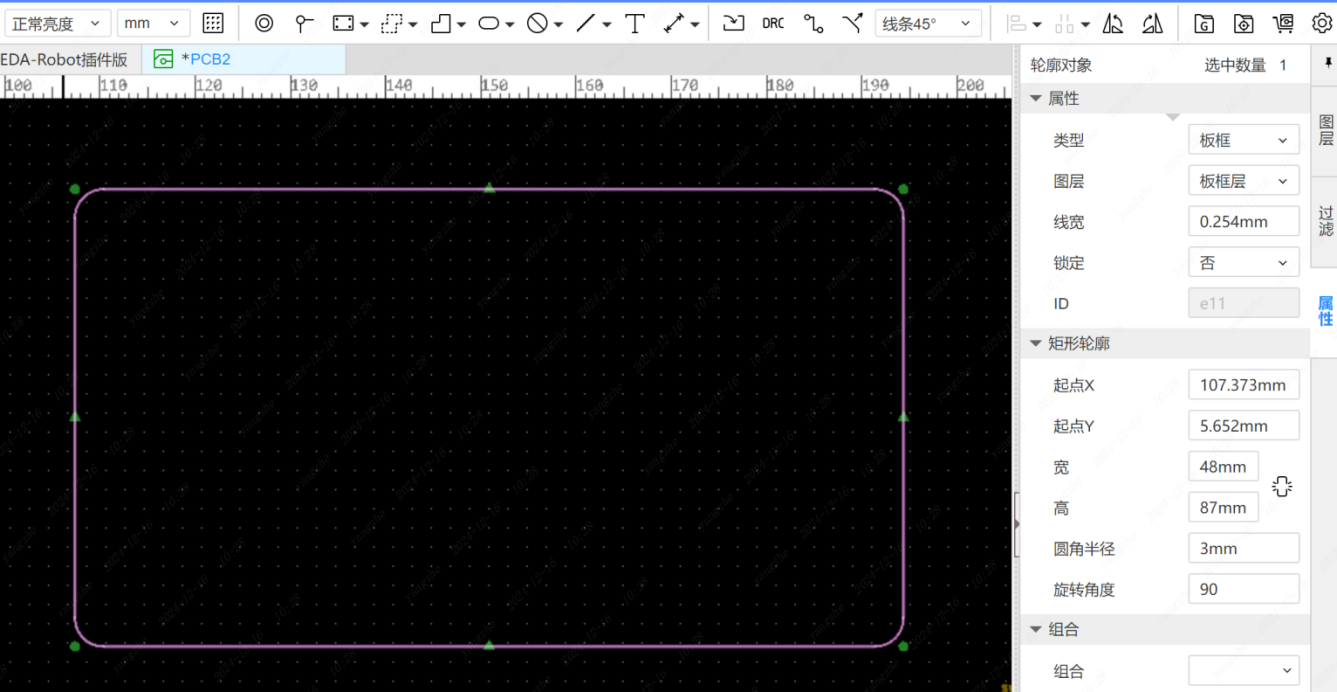
边框放置好后可以将四个螺丝孔分别放置在板子四周,布局时先将大尺寸器件放置在板子内部,进行初步布局,使整个板面电路模块清晰,布局合理,使用方便。布局时使用3D预览功能实时查看布局效果是否合适。 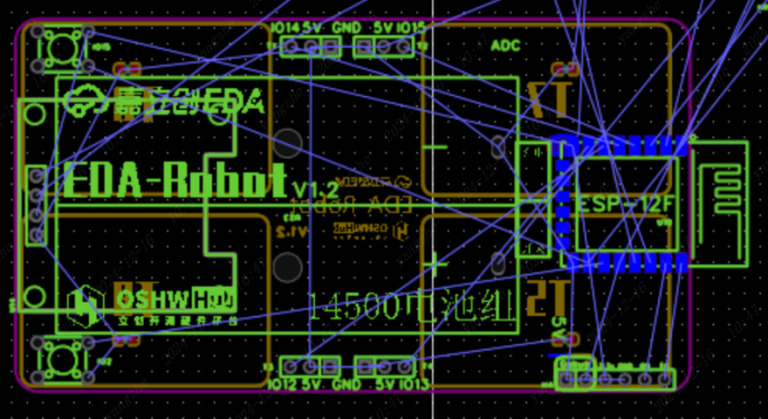
 布局时元器件相互连接处有一根淡蓝色的线条,这根线叫做飞线,它起的作用是告诉我们那两个焊盘是相同网络,需要使用导线连接,所以飞线也叫做指引线。但是页面中飞线太多影响布局摆放,在布局走线时可以将GND网络的飞线隐藏,使页面更简洁。隐藏方式是:在左侧“工程设计”列表中选择网络,在搜索栏中搜索GND,在飞线列表中将AGND和GND前的眼睛关闭即可。走线完成后别忘了重新打开哦~
布局时元器件相互连接处有一根淡蓝色的线条,这根线叫做飞线,它起的作用是告诉我们那两个焊盘是相同网络,需要使用导线连接,所以飞线也叫做指引线。但是页面中飞线太多影响布局摆放,在布局走线时可以将GND网络的飞线隐藏,使页面更简洁。隐藏方式是:在左侧“工程设计”列表中选择网络,在搜索栏中搜索GND,在飞线列表中将AGND和GND前的眼睛关闭即可。走线完成后别忘了重新打开哦~  接下来布局时把相关模块电路放到一起,按照飞线的指引摆放,尽可能使飞线水平,走线时减少拐弯,开关接口靠边方便操作,最终布局效果如下所示:
接下来布局时把相关模块电路放到一起,按照飞线的指引摆放,尽可能使飞线水平,走线时减少拐弯,开关接口靠边方便操作,最终布局效果如下所示: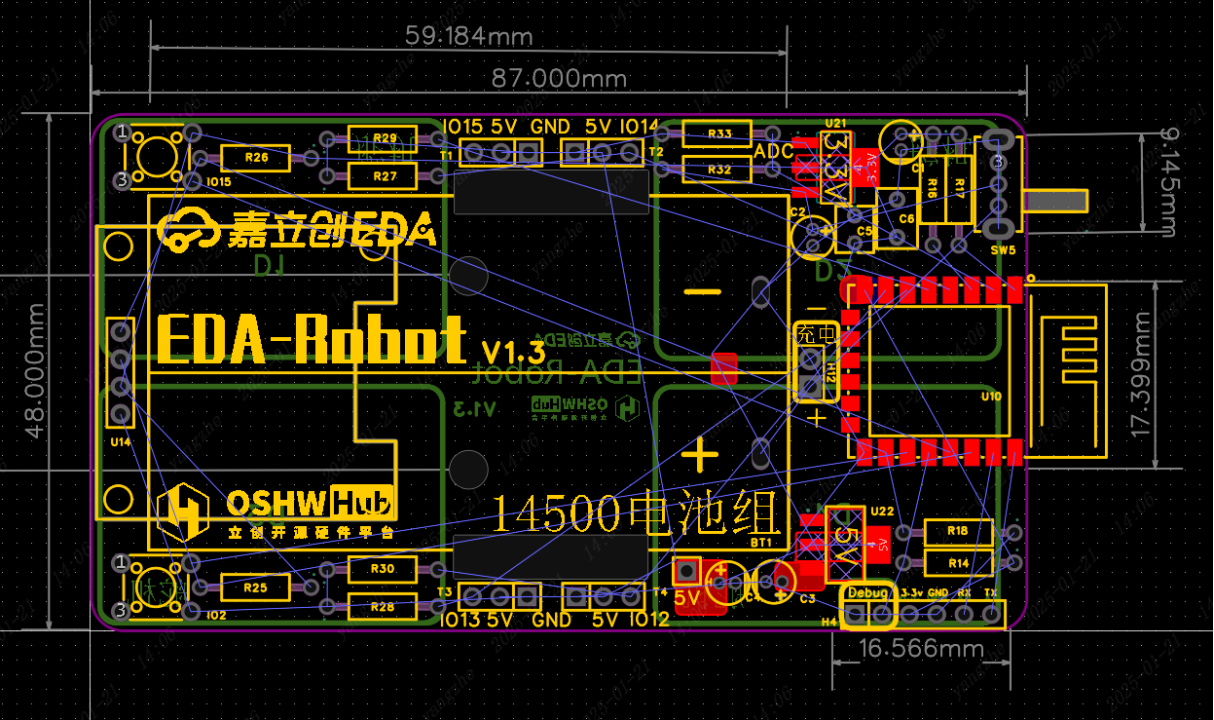
(4)PCB走线
好的布局已经成功了一半,接下来只需掌握以下几点走线基本要求即可:
走线以直线为主,如需拐弯时拐角以135°钝角或圆角优先,减少直角的使用;
走线线宽电源线宽大于信号线,该项目中信号线走线宽度为15mil,电源走线为20mil,GND和AGND网络使用铺铜的方式连接;
建议优先使用顶层走线,走不通的地方使用过孔建立顶层和底层的连接后转到底层继续走,底层走不通同样可以放置过孔换到顶层连线;
对AGND和GND需要以0欧姆电阻处为分界单独覆铜,这里需结合PCB布局情况来调整覆铜范围;
覆铜完成后如果还存在飞线,可通过在存在飞线的位置放置对应网络的过孔或者是调整走线位置使网络能够连接,也可以采用手动接线的方式消除飞线;
走线完成后可在“工具”菜单栏选择泪滴添加,加强焊盘与走线的连接,最后再进行覆铜操作,如果对走线有移动调整也应使用快捷键Shift+B进行重建覆铜。
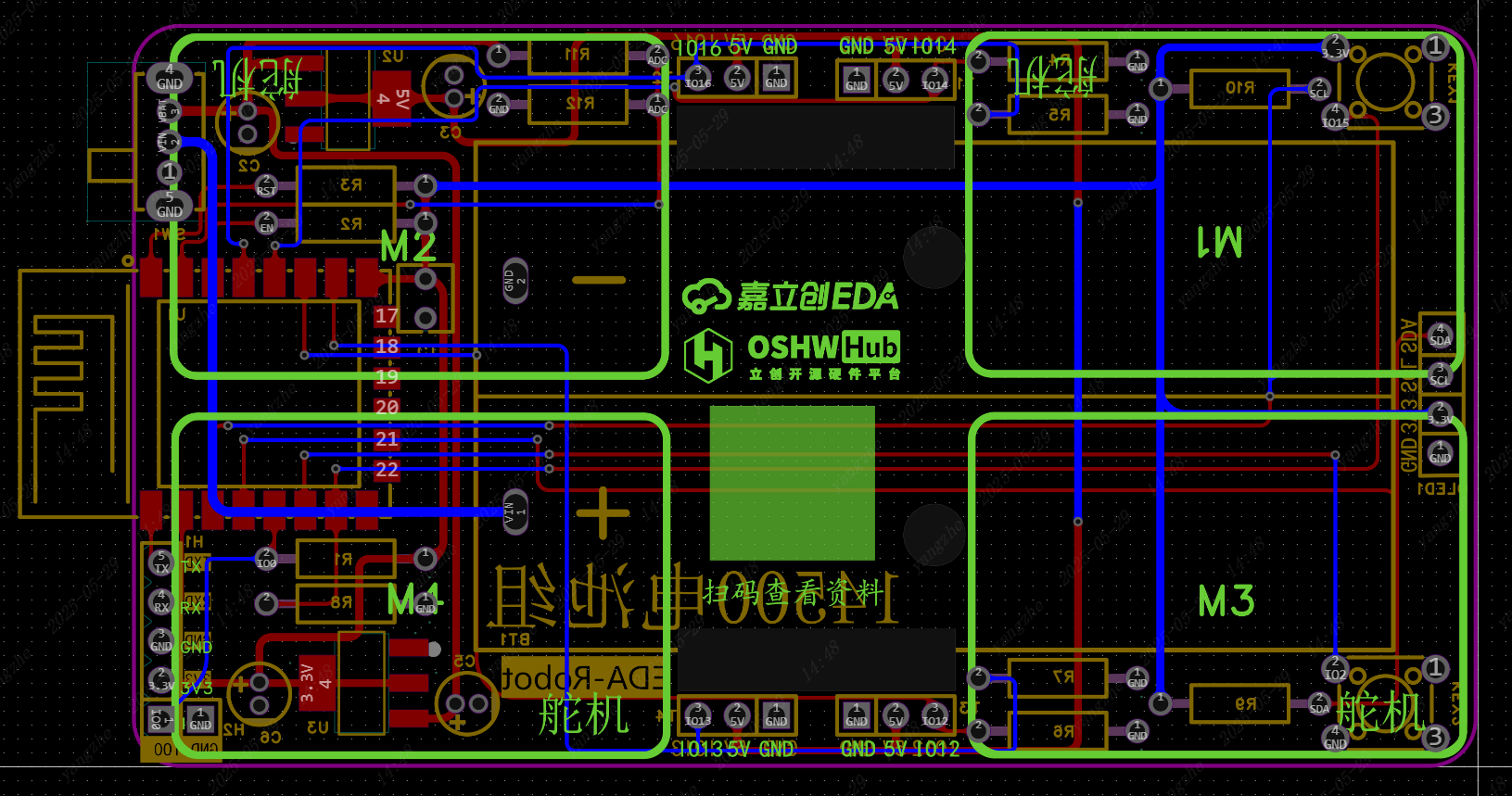
保留GND网络暂时先不管,其他网络布线完成后最后铺上GND铜层,最后再为没连上的GND层打上过孔就好了,对于舵机接线部分,可以创建一个挖槽区域挖槽,以便舵机排线可以穿过PCB板。 点击顶部
 ,框选WIFI信号部分,设定如图,禁止铺铜,点击确认即可
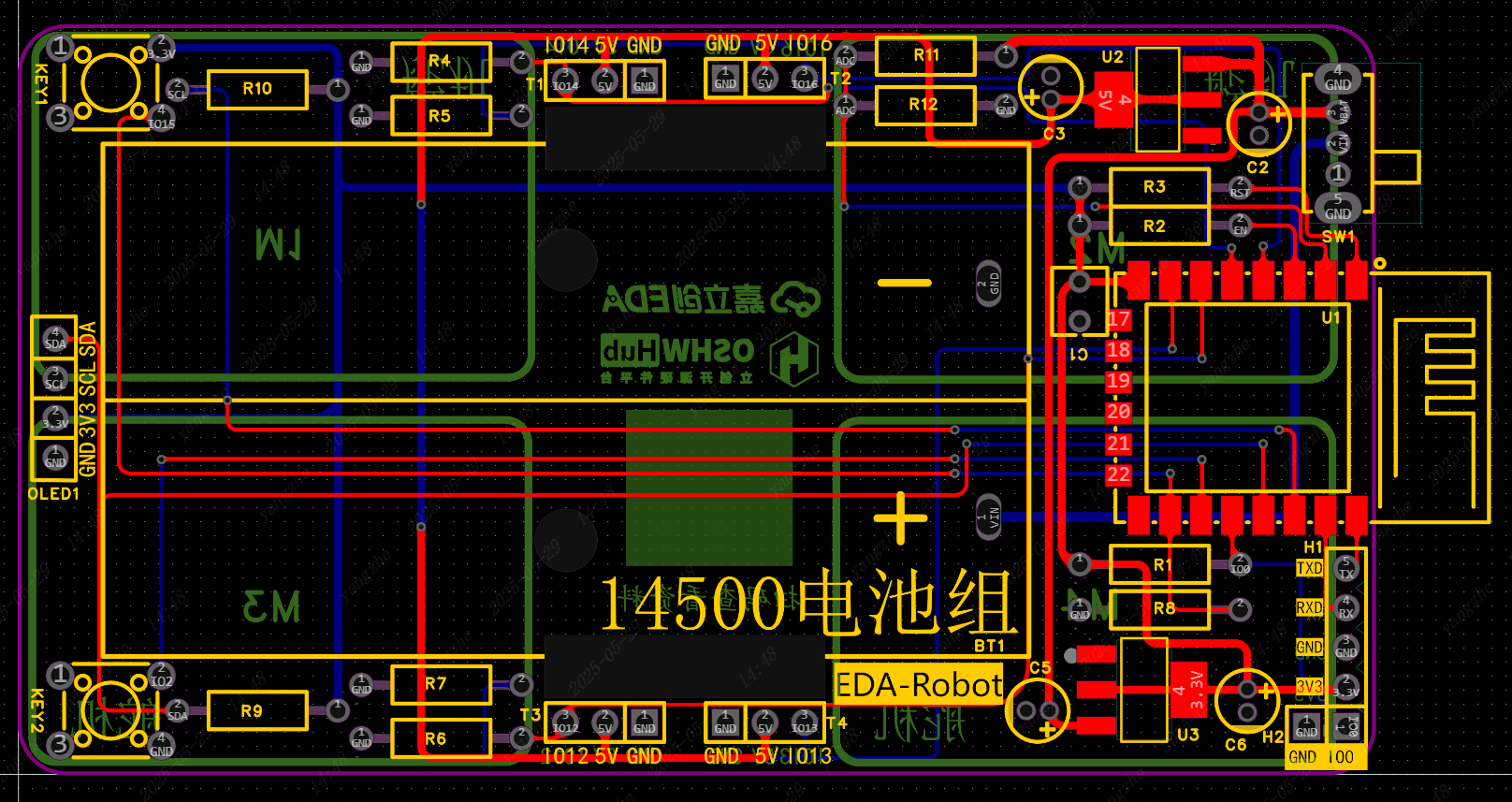
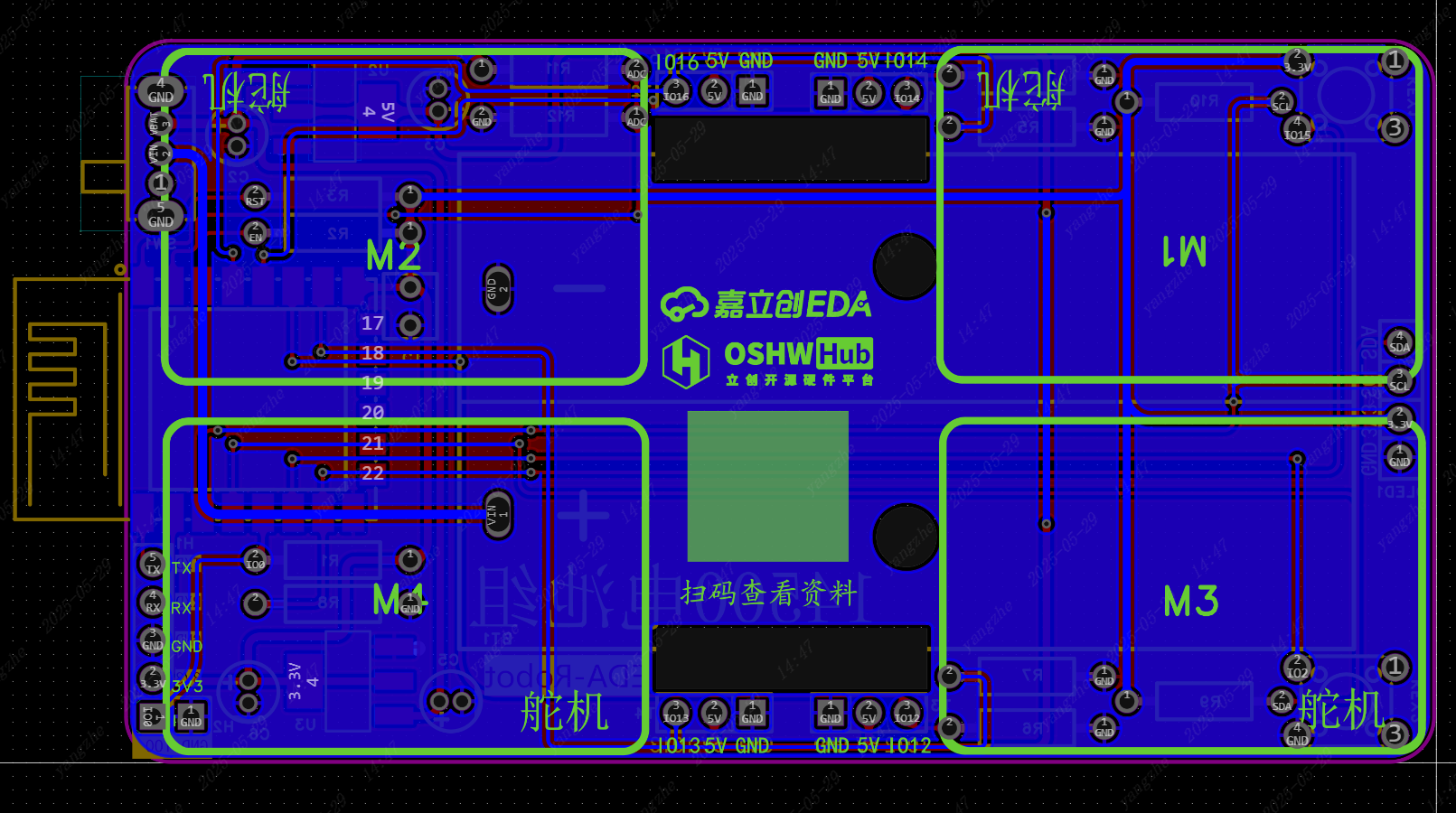
,框选WIFI信号部分,设定如图,禁止铺铜,点击确认即可 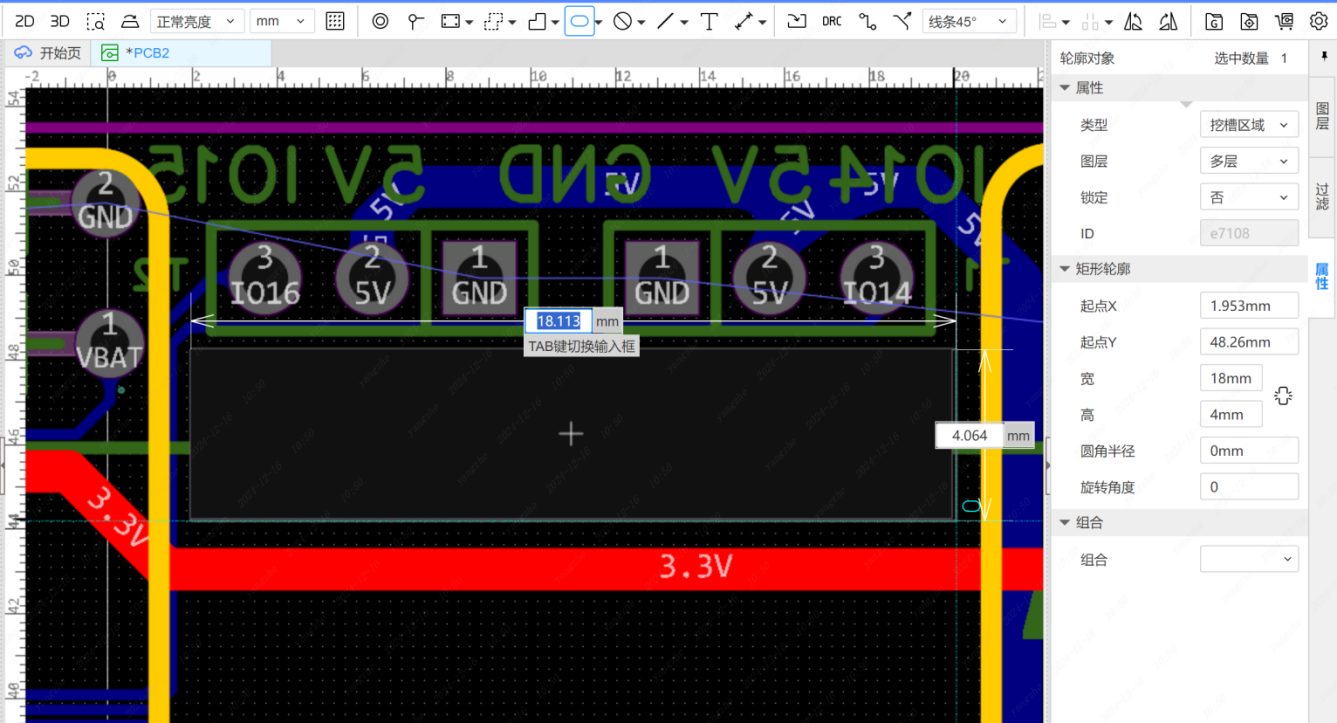 完整的PCB应该是这样
完整的PCB应该是这样 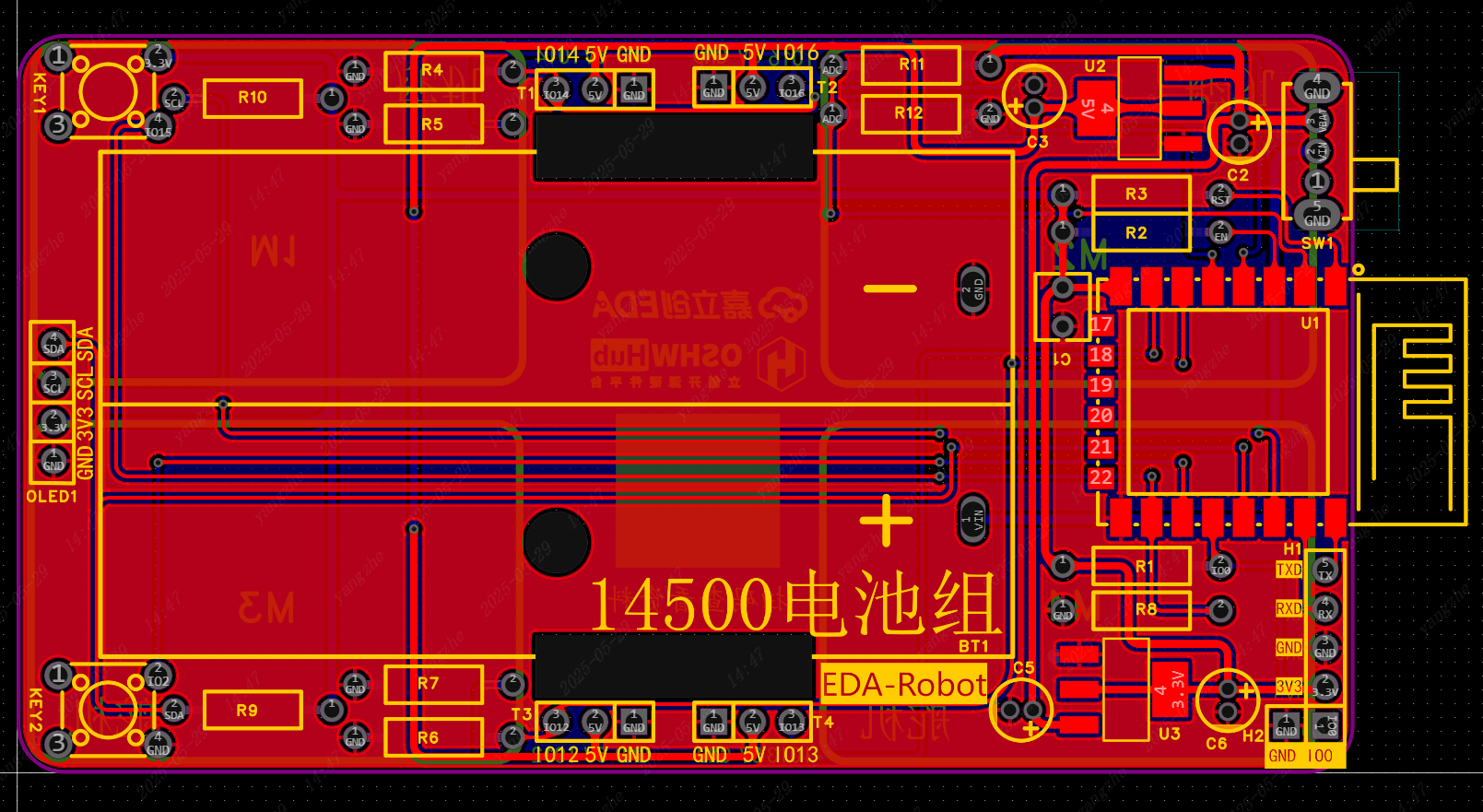
3.3 免费PCB打样
嘉立创自2019年起给全国电子工程师及爱好者普及PCB免费打样服务至今,伴随着电子工程师的成长,解决学习过程中打样贵、打样慢的问题。在完成PCB设计后我们可以大胆地将文件提交到嘉立创平台进行PCB的打样,每个月可以支持免费打样两次,每次可打一款板子,实际生产5片,重点是还全国包邮!接下来介绍如何在嘉立创平台进行免费的PCB制板服务:
3.3.1 优惠券领取
在进行PCB下单前需要先领取一张免费打样券,打开嘉立创下单平台的优惠券领券专区页面,嘉立创下单的账号与嘉立创EDA的账号通用,登录账号后即可领取优惠券: https://www.jlc.com/newOrder/#/collectCoupons 进入领券专区后,选择PCB+SMT喷锡免费券进行领取,每个月可领取两张,领取后30天内有效。这里的PCB+SMT的意思是可用于PCB和SMT而不是一定要用SMT才能用券,系统会随机抽取幸运儿,有极小概率抽中的话还可以免费体验工厂帮忙焊接元器件(SMT)的服务,如果能抽中那也是极好的! 
3.3.2 生成制造文件
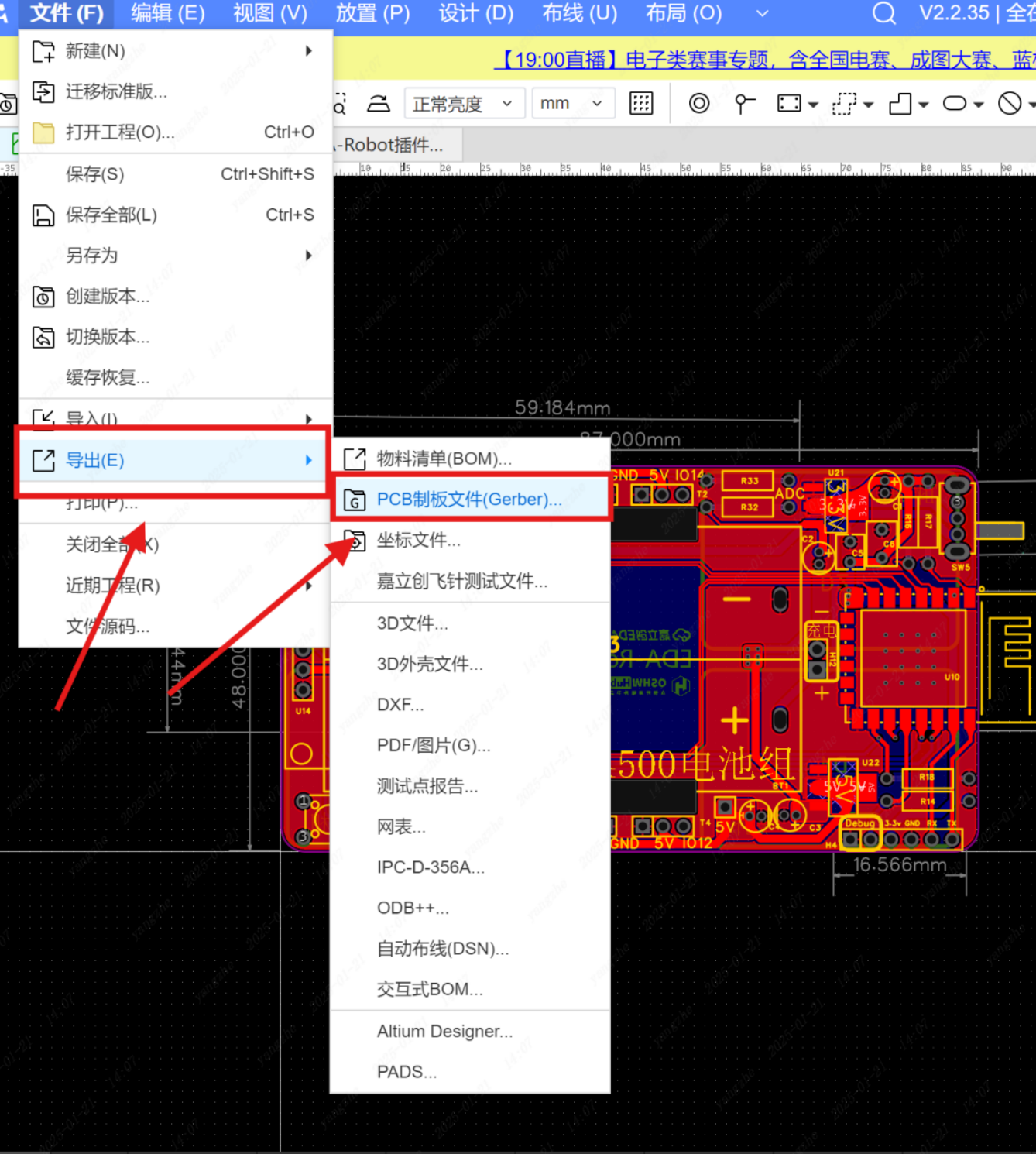
领取优惠券后回到PCB设计页面,点击顶部菜单栏中的“文件”,选择“导出”选项,在里面可以选择导出物料清单(BOM)、PCB制板文件(Gerber)以及坐标文件,这三个文件是实际PCB设计生产中常用到的文件。其中物料清单是用于元器件采购以及SMT贴片时物料选择、坐标文件是用于SMT贴片时器件位置定位,而里面的PCB制板文件(Gerber)文件就是PCB生产用的文件。
点击导出PCB制板文件(gerber),在选项中选择“导出Gerber”,这时系统会提醒先检查DRC再进行导出,这里需要点击“是,检查DRC”,当检查无误后才会导出Gerber文件下载到本地。然后再将Gerber文件上传到嘉立创下单系统即可完成下单。 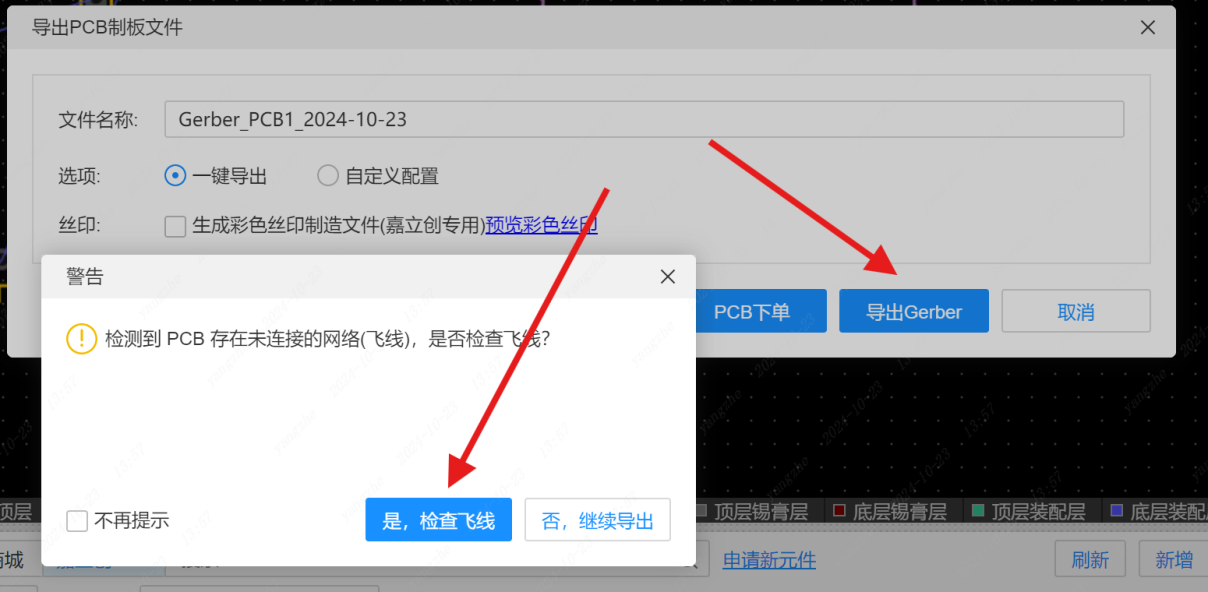 在导出Gerber文件的窗口还有一个“PCB下单”的选型,直接点击PCB下单的话可以不需要下载文件直接跳转到嘉立创平台上进行PCB的打样操作,这里给PCB下单提供了更多的便利。点击自动下单后 同样需要对DRC进行检查,检查无误后系统会讲下单数据生产,点击“确认”按钮即可跳转到嘉立创下单平台页面进行下单。
在导出Gerber文件的窗口还有一个“PCB下单”的选型,直接点击PCB下单的话可以不需要下载文件直接跳转到嘉立创平台上进行PCB的打样操作,这里给PCB下单提供了更多的便利。点击自动下单后 同样需要对DRC进行检查,检查无误后系统会讲下单数据生产,点击“确认”按钮即可跳转到嘉立创下单平台页面进行下单。 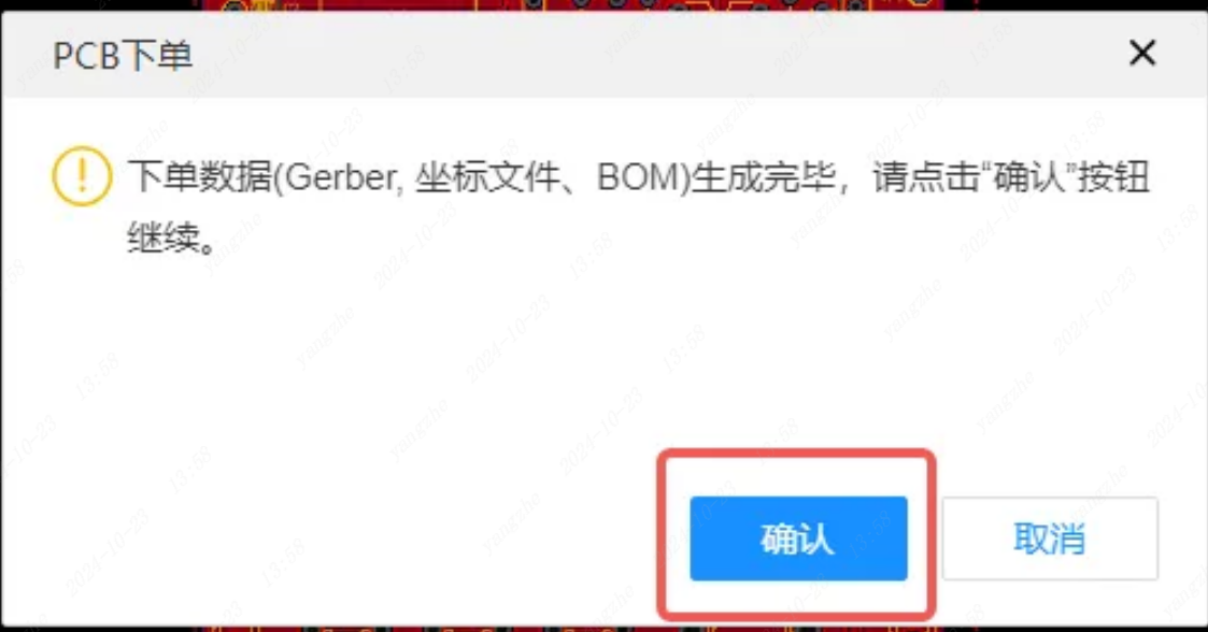
3.3.3 下单页面介绍
进入下单平台后,需要填写板子生产工艺参数,具体说明如下:
(1)基本信息

●板材类别:选择FR-4,另外FPC板材为柔性PCB、铝基板常用于做灯板、铜基板散热性较好、高频板用于设计制作多阻抗和信号要求较高的板子;
●板子尺寸:默认会自动识别出来的,没有识别的话也可手动填写;
●板子数量:免费打样数量为5片,如果多打需要自费;
●板子层数:嘉立创现在支持1-4层的免费打样,板子设计是两层板,这里选择“2”;
●产品类型:选择工业/消费/其他类电子产品,航空和医疗板精度设计要求较高;
●确认生产稿:如果是批量生产那必须要确认生产稿,避免生产文件有误影响板子功能,免费打样则选择不需要生产稿即可。
(2)PCB工艺
PCB工艺选项里面内容较多,仅需关注下图中框选出来的几个选项:
●拼板款数:在进行批量打样时常将多个PCB拼在一个板子上生产,这样成本更低。由于目前仅做免费打样,拼板数量应为1,出货方式为单片;
●板子厚度:默认板子厚度为1.6mm,无特殊要求建议是默认1.6mm ,选择其他厚度和颜色匹配时容易选到冷门工艺会额外添加工艺费;
●阻焊颜色:即板子的颜色,嘉立创支持七种不同的阻焊颜色,其中绿色的生产周期最快,最快48小时内发货,其他颜色最快是72小时发货,可结合自身喜好和板子的着急程度选择合适的阻焊颜色。
(3)个性化服务
个性化服务没有特殊需求选默认即可。 
(4)交期
交期与所选颜色有关,嘉立创最快支持12小时加急,但需额外支付加急费。若无特殊需求,选用默认交期即可。 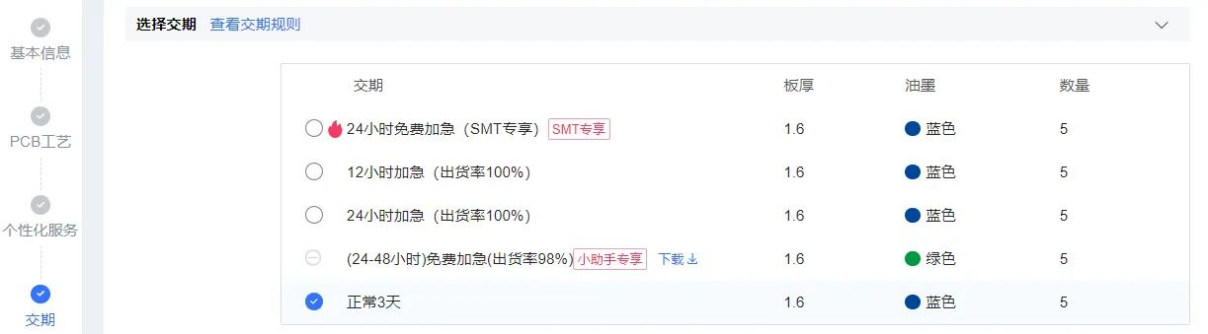
(5)SMT贴片与激光钢网
如需选择工厂代焊接元器件则在此选择需要SMT贴片,工厂生产PCB后会将元器件一同焊接好寄出,SMT属于收费服务,若不需要则选择不需要即可。钢网是用于SMT贴片刷锡膏用的,如果自己有贴片机,可在生产PCB时选择开钢网回来自己进行贴片焊接。 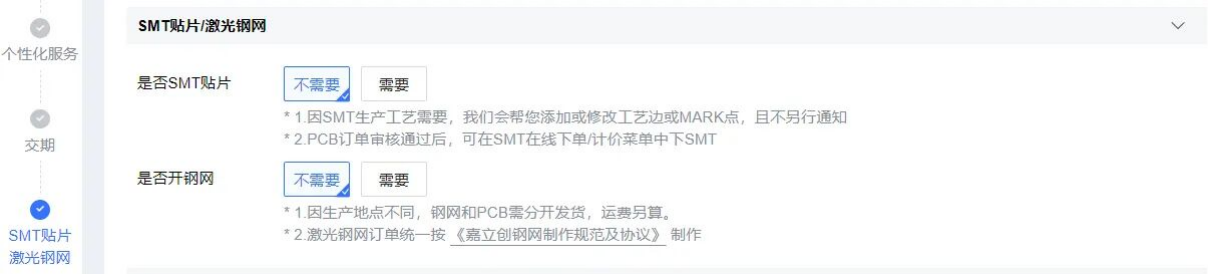
(6)开票与支付
嘉立创是支持开票的,下单前需填写开票税号,免费打样无需开票,开票信息填写个人即可。在确认订单方式推荐选择“系统自动扣款并确认”选项,避免个人疏忽忘记确认订单影响生产。 
(7)发货与快递
在发货页面建议选择电子收据,发货方式可选不同交期是否一起发后,填写收货地址,下单联系人和技术联系人都可以填自己的联系方式,快递根据地区不同会由不同的快递显示,选择里面一个免费的快递即可。 
(8)使用优惠券下单
填写完下单数据后,在右侧结算页面选择使用优惠券下单即可获得减免,这里注意下优惠前面额应该是20元,如果超过20那可能是选了某个特殊工艺,应修改回默认工艺后再使用优惠券下单。  提交订单后还需确认订单,系统可能会自动审核通过,也有可能会有人工审核参与,这时需等待审核通过后进行确认订单才可以进入生产环节,如果前面选了“系统自动扣款并确认选项”在有余额的前提下系统就自动确认并进入生产啦~
提交订单后还需确认订单,系统可能会自动审核通过,也有可能会有人工审核参与,这时需等待审核通过后进行确认订单才可以进入生产环节,如果前面选了“系统自动扣款并确认选项”在有余额的前提下系统就自动确认并进入生产啦~  生产中的板子可在嘉立创下单平台的PCB订单中查看进度以及快递情况,稍等几天就能拿到5块新鲜的电路板啦~
生产中的板子可在嘉立创下单平台的PCB订单中查看进度以及快递情况,稍等几天就能拿到5块新鲜的电路板啦~
3.4 PCB焊接练习
准备好元器件与PCB板后下一步进入焊接调试焊接,需要掌握常用焊接工具的使用、插件元器件的焊接与拆卸方法。
3.4.1 焊接工具
需要用到的焊接工具有:电烙铁、焊锡丝、高温海绵、斜口钳、吸锡器、松香、洗板水等,其中电烙铁、焊锡丝、高温海绵、斜口钳这四项为必备工具,其余几个有最好,没有也可以。 电烙铁选择常规烙铁就行,有条件的可以选择焊台,升温快且稳定。烙铁加热时请勿触摸金属位置,避免烫伤,头发绑好避免烫到,桌面保持整洁。 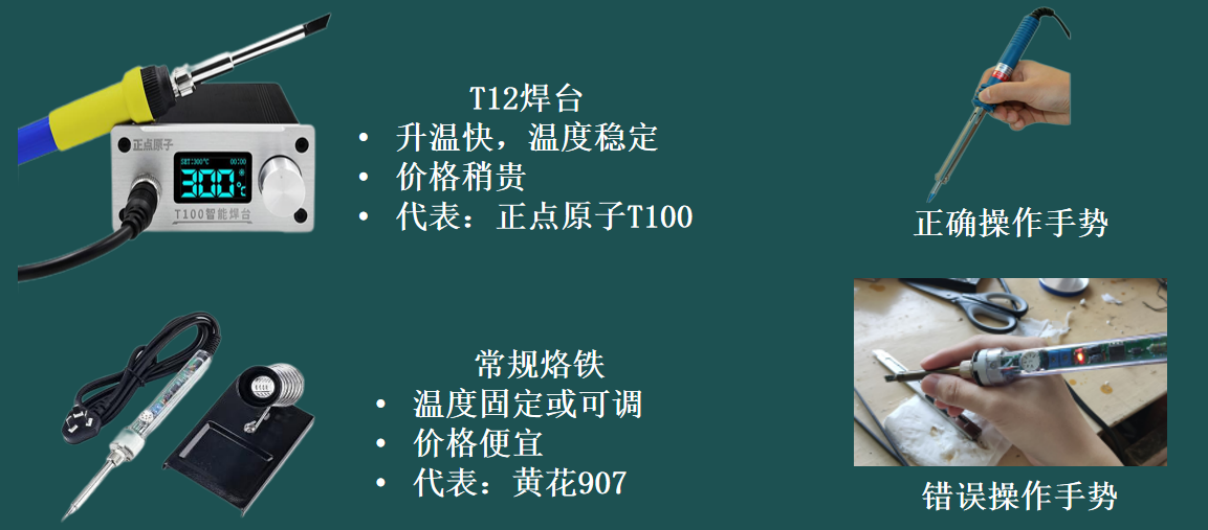 焊锡建议是选用无铅焊锡,焊锡时较好比较好上锡。一般左手拿焊锡,右手拿烙铁,如果惯用左手的话反之。
焊锡建议是选用无铅焊锡,焊锡时较好比较好上锡。一般左手拿焊锡,右手拿烙铁,如果惯用左手的话反之。 
 高温海绵在使用前先用水浸湿,然后拧干后使用,海绵上不能沾太多水分,避免烙铁头高温沾水后急速降温损坏烙铁头;斜口钳使用时用手捏住多余引脚,然后再剪,免得引脚导出弹飞。
高温海绵在使用前先用水浸湿,然后拧干后使用,海绵上不能沾太多水分,避免烙铁头高温沾水后急速降温损坏烙铁头;斜口钳使用时用手捏住多余引脚,然后再剪,免得引脚导出弹飞。 

3.4.2 辅助焊接工具
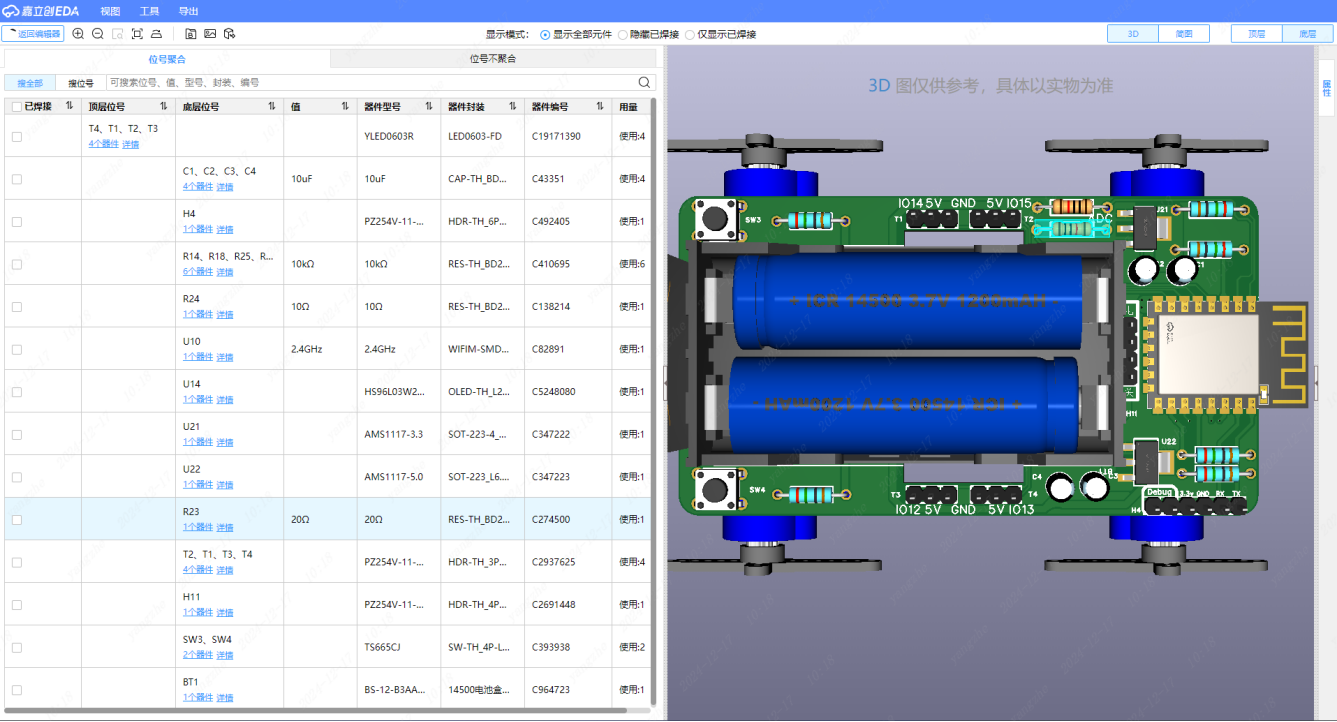
在嘉立创EDA专业版中提供了一个焊接辅助工具,焊接时可在线打开该工具对照元器件的参数及位置,实时进行查看焊接情况。打开方式是该项目的PCB设计页面,点击“工具”菜单栏,选择“焊接辅助工具”;也可以直接点击下载以下离线文件,并在浏览器中打开。 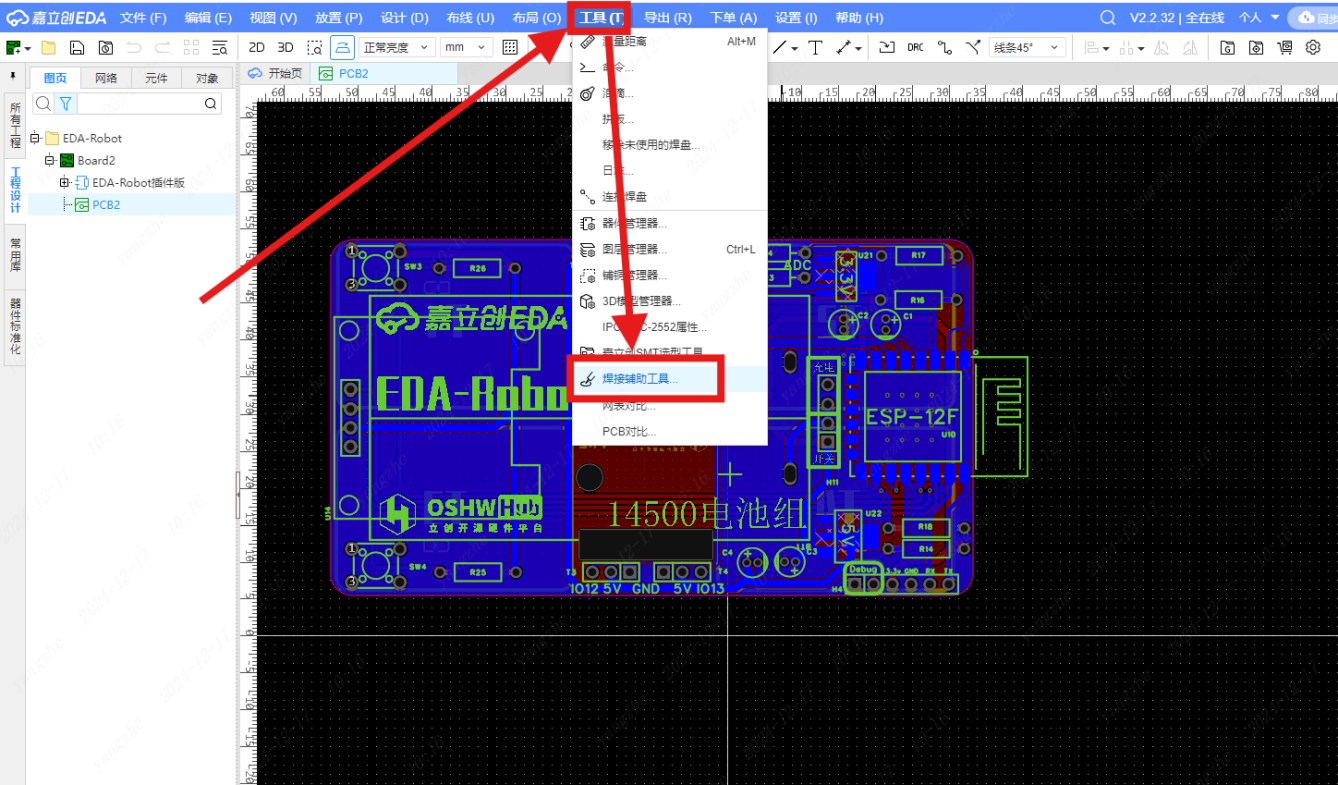
进入焊接辅助工具后,在显示模式中选择仅显示已焊接选项,左侧选择焊接时勾选对应器件,右侧的3D预览效果图显示当前器件焊接位置及情况,避免焊接错误。焊接的原则是从矮到高以此焊接。焊接时建议根据下表中的焊接顺序进行焊接。